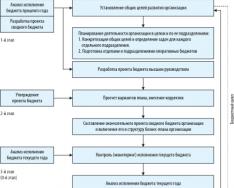
Технологическая схема производства асбестоцементных изделий включает: прием, складирование и подачу цемента и асбеста в производство; накопление технологической воды, ее рекуперацию; составление смеси, обмятие и распушку асбеста, приготовление асбестоцементной массы с накоплением ее в промежуточной емкости; формование из асбестоцементной массы листовых заготовок (накатов) или труб; раскрой листовых заготовок на форматы и придание им заданной формы; термовлажностную обработку асбестоцементных изделий в процессе их твердения; механическую обработку затвердевших изделий и проверку качества изделий подать в производство сырье - цемент, асбест различных марок, воду. Затем составить смеску из асбеста различных марок, обмять и распушить, а затем из асбестовой смески, цемента и воды приготовить порцию асбестоцементной массы и выдать ее в промежуточную емкость - накопитель для питания формовочных машин. Технологическая схема приготовления асбестоцементной массы дана на рис.4.19.
Рис 4.19.
- 1 - приемный бункер асбеста; 2 - дозатор воды; 3 - питатель асбеста;
- 4 - дозатор асбеста; 5 - бегуны; 6 - приемный бункер бегунов; 7 - питатель обмятого асбеста; 8 - дозатор обмятого асбеста; 9 - мешалка; 10 - дезинте гратор; 11 - турбосмеситель; 12 - дозатор цемента; 13 - бункер цемента; 14 - дозирующий бак воды; 15 - сборник осветленной воды; 16 - рекуператор
По этой схеме асбест подается в приемный бункер 1 и далее - в бункера питателей 3. Из бункеров асбест периодически выдается в дозаторы 4 для весового составления смески. Приготовленная порция смески поступает на бегуны 5, куда из дозаторов 2 подается вода. Обмятая порция асбеста через приемный бункер 6 поступает для промежуточного хранения в бункер одного из питателей 7. Питатель периодически выдает асбест на весовой дозатор 8. Отвешенная порция обмятого асбеста и вода в заданном количестве поступают поочередно в одну из мешалок 9 для приготовления водной суспензии асбеста. Из мешалок порция суспензии проходит через дезинтегратор 10 в один из турбосмесителей 11, куда из бункера 13 с помощью дозатора 12 подается весовая порция цемента, а из бака 14 - порция воды. Приготовленная в турбосмесителе асбестоцементная масса периодически выдается в ковшовую мешалку (на схеме не показана).
Применяются схемы без промежуточного накопления и хранения асбеста. Асбест разных марок в заданном весовом количестве засыпается в приемный бункер смесителя, перемешивается, и порция смески поступает для обмятия в бегуны, куда подается вода для увлажнения асбеста.
Обмятая порция асбеста выдается из бегунов в мешалку, туда же подается вода в заданном количестве. Приготовленная в мешалке водная суспензия асбеста насосом перекачивается в голлен- дер, куда из дозатора подается весовая порция цемента.
Приготовленная порция асбестоцементной массы выдается в ковшовую мешалку для промежуточного накопления и непрерывной подачи на листоформовочные машины.
Весовой дозатор СМ-593 применяется для весовой дозировки асбеста. Дозатор (рис. 4.20) имеет раму 1 с установленным на ней весовым механизмом, к которому подвешен бункер 2. Бункер пря-

Рис. 4.20.
моугольного сечения, с днищем в виде двустворчатого затвора 3, закрываемого и открываемого механизмом 4. Управление механизмом затвора осуществляется пневматическим цилиндром 5 через золотник 9. Асбест подается в бункер ленточным транспортером. Сам бункер с механизмом затвора и пневмоцилиндром подвешен к системе рычагов 6,7, Юн 11 весового механизма. Для обеспечения свободного перемещения бункера с системой весового механизма воздух из золотника 9 подается в пневмоцилиндр 5 по гибким шлангам 8. Под действием веса загружаемого асбеста бункер опускается и через систему рычагов и тяг весового механизма действует на тягу 13 циферблатного указателя 14 весового устройства. При достижении заданного веса тяга 13, перемещаясь, выключает конечный выключатель 12, который останавливает транспортер, подающий асбест в бункер.
Двухвальный смеситель СМ-923 применяется для приготовления смеси из асбеста (рис. 4.21), имеет корыто 6 с двумя лопастными валами 9 и 10, вращающимися в противоположных направлениях. Вал 9 приводится во вращение электродвигателем 1 через муфту 3 и редуктор 2. От шестерни 8, установленной на валу, вращение передается через шестерню 4 валу 10.

Рис. 4.21.
Лопасти 11 расположены под некоторым углом к осям валов, чем обеспечивается перемещение асбеста вдоль смесителя при одновременном его перемешивании. При изменении угла поло
жения лопаток меняется скорость прохождения асбеста по смесителю. Асбест подается в загрузочную воронку 5 и выгружается через люк 7.
Стадии распушки. Распушку асбеста производят в две стадии представляет собой цилиндр с конусным днищем, в который установлено пропеллерное распушивающее устройство. Кроме того, гидропушитель снабжен насосной установкой, с помощью которой асбестовая суспензия многократно перекачивается по трубопроводу и под давлением ударяется в ребристые плиты, что ускоряет распушку асбеста.
Смешивание асбеста с цементом производится в голлендере или турбосмесителе . Турбосмеситель представляет собой цилиндрическую емкость с коническим дном. Он имеет вертикальное пропеллерно-перемешивающее устройство. Если турбосмеситель установлен выше ковшовой мешалки, то асбестоцементная масса поступает в нее самотеком, если ниже мешалки, то с помощью насоса.
Ковшовая мешалка служит для создания запаса асбестоцементной массы, чем обеспечивается бесперебойное питание ею формовочных машин.
Ковшовая мешалка СМА-82 (рис. 4.25) представляет собой металлический корпус 5, в котором располагаются ковшовое колесо 9 и смесительное устройство 8.

Рис. 4.25.
1 - привод; 2 - подшипник; 3 - патрубок; 4 - крестовины; 5 - корпус;
В - лопасти; 7 - вал; 8 - смесительное устройство; 9 - ковшовое колесо; 10 - смотровой люк; 11 - ковш; 12 - приемная коробка; 13 - кронштейн;
Корпус мешалки имеет форму усеченного конуса, переходящего у большого диаметра в цилиндр. Патрубок 3 служит для подачи в мешалку асбестоцементной массы, люк 14 - для спуска в случае необходимости асбестоцементной массы. Приемная коробка 12 служит для подачи асбестоцементной массы на формующую машину. Смесительное устройство 8 состоит из трех крестовин 4 с
двумя рядами лопастей 6, расположенных по спирали. В цилиндрической части корпуса находится ковшовое колесо 9 с ковшами 11.
При производстве асбестоцементных изделий методом экструзии необходимо приготовление пластифицированной асбестоцементной массы. Распушку асбеста производят в две стадии; первая обычно осуществляется в бегунах, вторая - в дезинтеграторе для сухой распушки.
Водный раствор пластифицирующих добавок (при использовании метилцеллюлозы) приготовляют в реакторе с использованием горячей и холодной воды.
Отвешенные порции распушенного асбеста и цемента подают в работающий смеситель сухих компонентов СЛУ-2000 (рис. 4.26). В нем смесь перемешивается 4-5 мин. Чтобы сухая смесь не нагревалась, корпус смесителя непрерывно охлаждают водой.

Рис. 4.26.
1 - стойка; 2 - крышка; 3 - заглушка; 4, 9 - люки; 5 - корпус; 6 - мешалка; 7 - двигатель; 8 - редуктор
Подготовленную порцию сухой асбестоцементной смеси подают элеватором в смеситель. Через 2,5-3 мин после начала поступления сухой асбестоцементной смеси в смеситель подают порцию раствора пластифицирующих добавок.
ВВЕДЕНИЕ
ГЛАВА 1. ОБЩАЯ ЧАСТЬ
1 Технологическая схема производства асбестоцементных плоских листов
2 Сырьё используемое для производства асбестоцементных плоских листов
2.1 Асбест
2.2 Цемент
ГЛАВА 2. ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ ПРОИЗВОДСТВА АСБЕСТОЦЕМНТНЫХ ПЛОСКИХ ЛИСТОВ8
1 Обработка асбеста
2 Обработка цемента
2.3 Формирование листов
ГЛАВА 3. КРАТКАЯ ХАРАКТЕРИСТИКА ОБОРУДОВАНИЯ
1 Обработка асбеста в бегунах
2 Распушка в гидропушителе
3 Турбосмеситель
4 Листоформовочная машина
ГЛАВА 4. СВОЙСТВА АСБЕСТОЦЕМЕНТЫХ ПЛОСКИХ ЛИСТОВ
ГЛАВА 5 ТЕХНИКА БЕЗОПАСНОСТИ И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ НА ЗАВОДАХ КРОВЕЛЬНОЙ ПРОМЫШЛЕННОСТИ
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
В современном строительстве <#"563595.files/image001.gif">
Рис.1 Листы асбестоцементные
плоские. Технические условия.
Познакомиться с технологией производства асбестоцементных плоских листов по мокрому способу.
а) Анализирование использованной литературы;
б) Рассмотреть технологическую схему производства асбестоцементных плоских листов по мокрому способу;
в) Описать технологическую схему производства асбестоцементных плоских листов по мокрому способу;
г) Рассказать о свойствах асбестоцементных плоских листов;
д) Рассказать о технике безопасности и противопожарных мероприятиях на заводах кровельной промышленности;
ж) Заключение.
1. ОБЩАЯ ЧАСТЬ
1.1 Технологическая схема производства асбестоцементных плоских листов по мокрому способу
1.2 Сырьё используемое для производства асбестоцементных листов
асбестоцементный лист турбосмеситель
Асбестоцементные листы изготовляют
из трех основных компонентов: асбеста, цемента и воды. Сырьевая смесь (в
расчете на массу сухих веществ) содержит в среднем 85 % цемента и 15 % асбеста
1.2.1 Асбест
Асбестом называют группу минералов, имеющих волокнистое строение и при механическом воздействии способных распадаться на тончайшие волокна. В производстве асбестоцементных листов применяют хризотил-асбест. Молекулы асбеста прочно связаны между собой лишь в одном направлении, боковая же связь с соседними молекулами крайне слаба. Этим свойством объясняется очень высокая прочность асбеста на растяжение вдоль волокон и хорошая распушаемость - расщепление поперек волокон. Диаметр волокна хризотил-асбеста колеблется от 0,00001 мм до 0,000003 мм.
Асбест обладает большой адсорбционной способностью. А в смеси с портландцементом при смачивании водой он хорошо удерживает на своей поверхности продукты гидратации цемента, связывающие волокна асбеста, поэтому асбестоцемент является как бы тонкоармированным цементным камнем.
Хризотил-асбест не сгораем, однако при температуре 0°С он начинает терять адсорбционную воду, предел прочности при растяжении снижается до 10%, а при 368°С испаряется вся адсорбционная вода, что приводит к снижению прочности на 25-30%. После охлаждения асбест восстанавливает из воздуха потерянную влагу и прежние свойства. При нагревании асбеста до температуры более 550°С удаляется вся химически связанная вода, теряются эластичность и прочность, асбест становится хрупким, и после охлаждения свойства его не восстанавливаются. При температуре около 1550°С хризотил-асбест плавится. Асбест имеет малую тепло- и электропроводность, высокую щелочестойкость, однако кислоты его легко разрушают.
Большое влияние на качество продукции оказывает длина волокон асбеста. Это основной признак деления асбеста на сорта. Чем больше средняя длина волокон, тем выше сорт. Для производства асбестоцементных изделий применяют коротковолокнистый асбест-3, 4, 5 и 6 сортов с длиной волокон от 10 мм до нескольких сотых мм, а содержание их составляет 50-24 % по массе, остальные 50-76 % приходятся на долю пылевидных и других неволокнистых частиц. Иногда часть асбеста (10-15%) заменяют базальтовой или шлаковой минеральной ватой.
Асбест с недеформированными
волокнами, размер которых в поперечнике более 2 мм, условно называют «кусковым»
асбестом, а менее 2 мм - иголками. Распушенным называют асбест, в котором
волокна тонки, деформированы и перепутаны. Частицы сопутствующей породы
крупностью более 0,25 мм носят название галь, а менее 0,25 мм - пыль.
1.2.2. Цемент
В качестве вяжущего компонента при производстве асбестоцементных листов используют специальный портландцемент для асбестоцементных изделий.
Марку цемента устанавливают путём
определения предела прочности при изгибе образцов-балочек размером 4x4x16 см. при
сжатии их половинок, изготовленных из пластичного (B/C =0,4)
цементного раствора состава 1:3 с нормальным песком и испытанных через 26 суток
(таблица 1)
|
Марка цемента |
Предел прочности, Мпа, не менее |
||
|
|
При изгибе |
При сжатии |
|
|
|
Через 7 суток |
Через 28 суток |
Через 28 суток |
Таблица 1. Прочностные свойства цемента
В данном случае применяется портландцемент М400. Такой цемент характеризуется быстрым нарастанием прочности как в начале, так и в последующие сроки твердения, замедленным началом схватывания (не ранее 1,5 ч) и достаточно большой тонкостью помола, необходимой для того, чтобы создать значительную поверхность сцепления между цементом и тонко распушенными волокнами асбеста. Этот цемент содержит не менее 52% 3CaO-SiO2 и не более 8 % ЗСаО-А12Оз, в нем не должно быть минеральных добавок (кроме гипса). Нарастание прочности изделия должно происходить достаточно быстро для перехода полуфабриката в готовую продукцию. Для удовлетворения требований ГОСТ 9835-77 для производства асбестоцементных листов используют специальный портландцемент с удельной поверхностью 2200-3200 см2/г. Количество добавок в цементе устанавливают с согласия потребителя, но не более 3% (за исключением гипса). Гипс же добавляют для регулирования сроков схватывания в количестве не менее 1,5% и не более 3,5% от массы цемента.
Формование асбестоцементных изделий продолжается дольше, чем изделий из бетона. В связи с этим начало схватывания у цемента для асбестоцементных изделий должно наступать несколько позже, чем у обычного портландцемента, - не ранее 1,5 ч с момента затворения водой, а конец - не позднее 10 ч после начала затворения.
При изготовлении асбестоцементных листов
применяют также специальные белый и цветные цементы.
Вода в производстве асбестоцементных листов потребляется на приготовление асбестоцементной смеси и промывку сукон и сетчатых цилиндров формовочной машины. Вода, применяемая для производства асбестоцементных изделий, не должна содержать глинистых примесей, органических веществ и минеральных солей. Глинистые частицы, осаждаясь на поверхности асбестовых волокон, уменьшают их сцепление с цементом, затрудняют фильтрацию асбестоцементной суспензии и снижают механическую прочность изделий. Производство асбестоцементных листов связано с большим расходом воды. В отходящей воде содержится значительное количество асбеста и цемента, поэтому ее возвращают в технологический цикл обратно. Работа на оборотной технологической воде позволяет не только избежать загрязнения среды, но и дает преимущества. Насыщенность оборотной воды ионами Са и препятствует вымыванию гипса и предотвращает преждевременное схватывание, отсутствие в ней СО2 ликвидирует забиваемость сеток карбонатом кальция. Наиболее благоприятной является температура 20-25°С. При температуре ниже 10°С производительность формовочных агрегатов падает, а твердение изделий замедляется. Слишком же высокая температура воды может вызвать быстрое схватывание цемента. При смешивании асбеста с портландцементом и водой волокна асбеста равномерно распределяются в массе цемента, при этом каждое волокно оказывается окруженным цементным тестом. Адсорбируя выделяющийся при твердении цемента гидроксид кальция и другие продукты гидратации цемента, асбест уменьшает их концентрацию в растворе. В результате этого схватывание и твердение цемента ускоряются, он прочно связывается с волокнами асбеста. Вследствие дальнейшей кристаллизации продуктов гидратации цемента прочность связи волокон асбеста с цементным камнем в асбестоцементных изделиях возрастает. Для покраски асбестоцементных листов используют краски. Так же применяют цветные цементы или минеральные щелочеустойчивые пигменты, которые обладают высокой красящей способностью, свето- и атмосфероустойчивостью и невзаимодействующие с продуктами гидратации цемента. Это редоксайд (искусственный железо-оксидный), сурик железный, природная мумия, охра, оксид хрома, ультрамарин, пероксид марганца и др. Листы, предназначенные для облицовки стен и панелей санитарных узлов и кухон, покрывают водонепроницаемыми эмалями и лаками, которые получены на основе полимеров.
2. ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ ПРОИЗВОДСТВА
АСБЕСТОЦЕМЕНТНЫХ ПЛОСКИХ ЛИСТОВ ПО МОКРОМУ СПОСОБУ
Технологическая схема производства асбестоцементных плоских листов мокрым способом состоит из следующих основных процессов: складирования и хранения основных материалов; составления смески асбеста из нескольких сортов и марок, распушки смески асбеста, приготовления асбестоцементной массы, силосования (складирования) асбестоцементной массы, формования асбестоцементных изделий (облицовочные листы и кровельные плитки дополнительно прессуются), предварительного твердения отформованных изделий, механической обработки изделий, твердения изделий, складирования.
Асбест доставляют на заводы в бумажных мешках в железнодорожных вагонах. На заводе хранят в закрытом складе на деревянном полу в отдельных отсеках для разных марок и сортов. Если асбест поступил на склад в таре, то его можно хранить в штабелях. Над каждым отсеком или штабелем указывают сорт и марку асбеста.
Для изготовления изделий устанавливают состав смески асбеста. Так, для асбестоцементных волнистых листов, применяемых для покрытия кровель жилых зданий, смеска асбеста установлена следующая: 50% асбеста 5-го сорта, 50% асбеста 6-го сорта, причем общее содержание мягкой текстуры не должно превышать 50%, в том числе содержание в смеске асбеста М-60-40 не должно быть более 15%. Сорта асбеста и их процентное содержание в применяемых смесках нормируют специальными технологическими картами.
Далее асбест на специальных поддонах подаётся электропогрузчиком на площадку и загружается в расходные бункера раздельно по группам и маркам. Из них асбест по наклонным транспортёрам подаётся в весовые дозаторы, где собирается готовая шихта асбеста. По команде с пульта управления шихта высыпается из дозаторов и с помощью передаточных и наклонных транспортёров поступает на раздаточный транспортёр, откуда поступает в бегуны, где шихта подвергается первичной обработке (увлажнению, облипанию). Одновременно с погрузкой асбеста в бегуны, его увлажняют осветленной рекуперацией водой, с помощью специального мерника в количестве не менее 5л на 1кг сухого асбеста. Продолжительность обработки асбеста в бегунах 12-15 мин, влажность асбеста не менее 28-80%.
По окончании обработки асбест выгружается из
бегунов без остатка. Далее асбест подвергается обработке в гидропушителях при
присутствии большого количества воды с целью хорошей распушки. Время обработки
8 - 10 мин. Распушка асбеста не менее 80 - 90%. Распушка асбеста определяет в
значительной мере качество продукции. По окончании распушки асбестовая
суспензия насосом перекачивается в турбосмеситель, где происходит смешивание с
цементом.
2.2 Обработка цемента
Количество цемента, загружаемого на один замес в
смеситель 600- 800 кг. Загрузка цемента в смеситель производится постепенно
равномерными порциями из расходного бункера через весовой дозатор. По окончании
загрузки цемента асбестоцементная масса перемешивается в течение 45 мин.
Готовая масса самотёком поступает в ковшовую мешалку, предназначенную для
бесперебойного питания. Масса в мешалке непрерывно перемешивается. Из ковшовой
мешалки асбестоцементная масса поступает на валы сетчатых цилиндров
листоформовочных машин (ЛФМ), на которых производится формование
асбестоцементного макета полуфабриката. Формование листов производится на
универсальной кругло - сетчатой трёхцилиндровой машине СМ 943. Асбестоцементный
накат автоматически по достижении заданной толщины срезчиком снимается с
формовочного барабана машины. Снятый накат ленточным транспортом подаётся к
гильотинным ножницам которые разрезают на форматы размером 17501х0 мм.
2.3 Формование листов
Принцип формования асбестоцементных изделий на этих машинах состоит в следующем. Асбестоцементную суспензию подвергают фильтрации на вращающемся сетчатом цилиндре, в результате чего на его поверхности образуется тонкий, насыщенный водой асбестоцементный слой. Этот слой в дальнейшем обезвоживают с помощь вакуумирования и уплотняют прокаткой на форматном барабане. Поскольку отфильтрованные на сетчатом цилиндре слои имеют относительно небольшую толщину (0,2-0,3 мм), то для получения асбестоцементного изделия заданной толщины (листы 5520 мм, трубы 8-50 мм) их формуют из навиваемых друг на друга слоев (пленок). В результате изделие имеет слоистую структуру. Чтобы ускорить процесс образования изделия заданной толщины, фильтрацию асбестоцементной суспензии производят не на одном, а на нескольких сетчатых цилиндрах. Например, для изготовления листовых изделий применяют трех- и четырехцилиндровые листоформовочные машины. Изделия, изготовленные этим способом, отличаются высоким качеством. Это обусловлено тем, что при подготовке суспензии асбест в водной среде быстро расщепляется на тонкие волокна и достаточно равномерно перемешивается с цементом. Изделие формуется в виде малых по толщине элементарных слоев, в которых обеспечивается максимальная степень использования армирующей способности асбестового волокна. Свежесформованный полуфабрикат обладает пластичностью, что позволяет изготовлять из него путем профилирования изделия различной формы.
3. КРАТКАЯ ХАРАКТЕРИСТИКА ОБОРУДОВАНИЯ
3.1 Обработка асбеста в
бегунах
Бегуны имеют два чугунных катка диаметром 1400
мм; а шириной 400 мм; массой 2800 кг; оси которых связаны с вертикальным валом,
вращающимся со скоростью 12-16 об/ мин. Для перемешивания асбеста в чаше
бегунов на их вертикальном волу установлены скребки. Высоту расположения
скребков и угол их наклона к направлению движения можно регулировать.
3.2 Распушка в
гидропушителях
Гидропушитель имеет цилиндрический бак объемом
4,1 м3 (рабочий объем 3,6 м3), в котором установлен вертикальный смеситель с
пропеллером диаметром 500 мм, вращающимся со скоростью 480 об/ мин. Пропеллер
заключен в цилиндрический диффузор. Привод смесителя осуществляется через клиноременную
передачу от электродвигателя мощностью 40 кВт
3.3 Турбосмеситель
Предназначен для смешивания асбестовой суспензии
с цементом и получения однородной асбестоцементной суспензии. Конструкция
турбосмесителя аналогична конструкции гидропушителя. Различие состоит в
отсутствии распушающего узла. Турбосмеситель представляет собой цилиндрическую
ёмкость с коническим дном. Он имеет вертикальное пропеллерно-перемывающее
устройство.
3.4 Листоформовочная
машина
Формование листов и других асбестоцементных изделий мокрым способомпроизводится на круглосетчатой формовочной машине (или полусухим - на фильтрующей ленте). Принцип формования изделий состоит в отфильтровывании воды из слоев асбестоцементной массы под влиянием гидростатического давления до необходимого уплотнения.С этой целью в металлической ванне 1, наполненной асбестоцементной суспензией, расположен полый каркасного типа цилиндр 2, обтянутый металлической сеткой (сетчатый барабан). На сетке масса осаждается тонким слоем и частично обезвоживается за счет фильтрации воды сквозь сетку. Вода из барабана отводится сначала в сгустители (рекуператоры) для отделения и возвращения в производство не осевшей части асбеста, а затем используется для промывки сетки и сукна и разжижения асбестоцементной массы в желобе. С поверхности барабана слой асбестоцементной массы снимается бесконечной суконной лентой 5. Пройдя на ленте вакуум-коробку 6 (с разрежением примерно 300 мм рт.ст.), предварительно обезвоженная асбестоцементная масса переносится к металлическому форматному барабану 7, который снимает массу с ленты сукна и навивает ее на свою поверхность концентрическими слоями, при этом она уплотняется между вращающимися металлическими цилиндрами. Когда асбестоцементный слой на барабане достигнет необходимой толщины, его разрезают по образующей цилиндра, и сырой лист снимают. Давление прессовой части листоформовочной машины составляет обычно 0,2- 0,4 МПа, для второго подрессовочного вала 10,0-12,0 МПа, для пресс-вала - до 40,0 МПа. В результате обжатий содержание влаги в листе значительно снижается и достигает 25%
4. СВОЙСТВА АСБЕСТОЦЕМЕНТЫХ ПЛОСКИХ ЛИСТОВ
Основные свойства листовых асбестоцементных изделий оценивают комплексом таких показателей как плотность, статическая и ударная прочность, морозостойкость, температурно-влажностные деформации и коробление, а также несущая способность.
Затвердевший асбестоцемент состоит из нескольких компонентов, отличающихся по плотности: зёрен цементного клинкера, гидратированных с поверхности; цементного камня; волокон асбеста; частиц асбестосодержащей породы в виде пыли, гали. Плотность асбестоцемента будет зависеть от плотности и относительного содержания указанных компонентов. Кроме гидратации цемента увеличение массы асбестоцемента во времени вызывает карбонизации имеющейся в твердеющем цементном камне извести за счет присоединения углекислого газа и воздуха. Плотность асбестоцемента зависит от величины пористости.
Пористость асбестоцемента составляет для непрессованных листов изделий 35-40%, а для прессованных 25-30%.Наличием пористости объясняется способность асбестоцемента впитывать значительное количество влаги, которая характеризуется величиной водопоглащения.
Статическую прочность асбестоцементных изделий оценивают пределом прочности при изгибе в кгс/см2.Волнистые листы ВО имеют предел прочности не менее 160 кгс/см2, УВ и СВ-40 - 160-190 кгс/см2.
Несущая способность - величина нагрузки, которую должно выдерживать асбестоцементное изделие без разрешения.
Ударная прочность(или ударная вязкость)- это показатель, характеризующий хрупкость материала оценивающийся количеством работы, которую нужно затратить на разрушение материала. У асбестоцемента этот показатель находится в пределах от 1,5-2 до 4-5 кгс/см2.
Морозостойкость - это способность насыщенного водой материала выдерживать попеременное замораживание и оттаивание без разрушения и потери им прочности. Прочность асбестоцемента после замораживания в среднем снижается на 10% при средней плотности 1,57 г/см3 через 25 циклов, 1,65 г/см3 - через 50 циклов, 1,8 г/см3 - через 100 циклов.
Величина коробления снижается с ростом плотности, толщины изделия, увеличения содержания в нем асбеста. Абсолютные значения стрелы коробления в зависимости от указанных факторов колеблются от 0,125 до 0,52 мм.
Влажностные деформации, при которых затвердевший асбестоцемент при увлажнении набухает, а при высушивании - дает усадку, существенно снижаются с ростом плотности асбестоцемента.
Для асбестоцемента опасны кислоты, в том числе кислая среда, образующаяся в порах при воздействии на материал газов содержащих SO3 сверссивные среды менее опасны для асбестоцемента высокой плотности.
5. ТЕХНИКА БЕЗОПАСНОСТИ И ПРОТИВОПОЖАРНЫЕ
МЕРОПРИЯТИЯ НА ЗАВОДАХ ОТДЕЛОЧНОЙ ПРОМЫШЛЕННОСТИ
Как известно, некоторые отделочные материалы, связующие и другие составляющие пластические массы (кроме минеральных наполнителей и пигментов), обладают достаточной токсичностью и пожароопасностью.
Токсичные полимеры могут вызывать заболевания людей, занятых их переработкой. Эти материалы, а также продукты их разложения, которые образуются в процессе производства отделочных материалов, попадая в грунт, воду рек и озер, отравляют природный и животный мир.
Токсичными и горючими является и большинство пластификаторов, вредное воздействие на организм человека оказывают многие отвердители и стабилизаторы. Токсичными и взрывоопасными является большинство растворителей, ацетон, бензол, которые широко применяются в производстве красок и мастик. Заводы, выпускающие полимерные композиционные материалы, характеризуются следующими правилами охраны труда и противопожарной безопасности:
−1 хранение и транспортирование токсичных сырьевых материалов только в плотно закрываемой таре;
−3 ограждены движущиеся части механизмов и машин, различных производственных емкостей: бункеров, резервуаров и т.д.;
−4 надежная теплоизоляция установок и агрегатов, работающих при повышенных температурах;
−5 обеспечение общей вентиляции всех рабочих помещений и в том числе местная у каждой машины и агрегата, при работе которых выделяются вредные вещества;
−6 заземление всех электродвигателей, пусковых устройств и агрегатов для предотвращения образования статистического электричества и искр;
−7 размещение в изолируемых помещениях технологических линий, связанных с токсичным выделением веществ и пыли.
Рабочие должны своевременно проходить инструктаж по технике безопасности и противопожарной технике, строго соблюдать правила личной гигиены, кроме того, рабочие снабжаются специальной одеждой и дополнительными средствами защиты. Также, на что следует обратить внимание, рабочие помещения должны быть снабжены материалами для медицинской помощи пострадавшим.
В целях защиты окружающей среды от загрязнения все вентиляционные выбросы и сточные воды, следует обязательно подвергать специальной чистке, которая исключала бы попадание в воздух, грунт и водоемы каких-либо загрязняющих веществ.
ЗАКЛЮЧЕНИЕ
Специалисты считают, что при мокром способе распушки асбеста сохраняется длина волокна и упрощается технологическая схема производства асбестоцемента. Этот способ по сравнению с другими менее энергоемок, но связан с потреблением больших количеств воды. Так же основным достоинством мокрого способа изготовления асбестоцементных изделий с использованием низко концентрированных суспензий является то, что он обеспечивает получение высококачественных асбестоцементных изделий.
В качестве недостатка мокрого способа производства асбестоцементных изделий следует отметить необходимость использования на начальной стадии технологического процесса большого количества воды для распушки асбеста, приготовления асбестоцементной массы.
Список используемой
литературы
В настоящее время существует три способа производства асбестоцементных изделий: мокрый способ -- из асбестоцементной суспензии, полусухой -- из асбестоцементной массы и сухой -- из сухой асбестоцементной смеси. Наиболее широкое распространение получил мокрый способ. Два других применяют только в опытных установках.
Процесс производства асбестоцементных листов складывается из следующих основных технологических операций:
Цемент транспортируется по трубопроводу в закрытые бункера
и дозируется строго по весу весовыми дозаторами. Асбест складируется по сортам и маркам в закрытом помещении. Дозировка асбеста также осуществляется по весу согласно заданной шихты.
Асбест доставляют на заводы в бумажных мешках в железнодорожных вагонах. На заводе хранят в закрытом складе на деревянном полу в отдельных отсеках для разных марок и сортов. Если асбест поступил на склад в таре, то его можно хранить в штабелях. Над каждым отсеком или штабелем указывают сорт и марку асбеста.
Для изготовления изделий устанавливают состав смески асбеста. Так, для асбестоцементных волнистых листов, применяемых для покрытия кровель жилых зданий, смеска асбеста установлена следующая: 50% асбеста 5-го сорта, 50% асбеста 6-го сорта, причем общее содержание мягкой текстуры не должно превышать 50%, в том числе содержание в смеске асбеста М-60-40 не должно быть более 15%. Сорта асбеста и их процентное содержание в применяемых смесках нормируют специальными технологическими картами.
Далее асбест на специальных поддонах подаётся электропогрузчиком на площадку и загружается в расходные бункера раздельно по группам и маркам. Из них асбест по наклонным транспортёрам подаётся в весовые дозаторы, где собирается готовая шихта асбеста. По команде с пульта управления шихта высыпается из дозаторов и с помощью передаточных и наклонных транспортёров поступает на раздаточный транспортёр, откуда поступает в бегуны, где шихта подвергается первичной обработке (увлажнению, облипанию). Одновременно с погрузкой асбеста в бегуны, его увлажняют осветленной рекуперацией водой, с помощью специального мерника в количестве не менее 5л на 1кг сухого асбеста. Продолжительность обработки асбеста в бегунах 12-15 мин, влажность асбеста не менее 28-80%.
По окончании обработки асбест выгружается из бегунов без остатка. Далее асбест подвергается обработке в гидропушителях при присутствии большого количества воды с целью хорошей распушки. Время обработки 8 - 10 мин. Распушка асбеста не менее 80 - 90%. Распушка асбеста определяет в значительной мере качество продукции. Различают три вида распушки: сухую, мокрую и полусухую.
При сухом способе распушку производят на бегунах и пушителях. В бегунах разминаются пучки асбеста, нарушается связь между волокнами, а в пушителе (дезинтеграторе) происходит дальнейшее расщепление размятых пучков на отдельные волокна. Окончательно же распушиваются волокна асбеста в аппарате для приготовления асбестоцементной массы -- голлендере. При мокром способе распушки асбест замачивают в воде 3-5 дней, затем смеску разминают на бегунах. Вода проникает в микрощели и оказывает расклинивающее действие, вследствие чего волокна распушиваются легче и лучше. Увлажнение асбеста повышает эластичность волокон, что увеличивает сопротивление излому при обработке на бегунах. В настоящее время для обминания асбеста все большее распространение получает валковая машина. В отличие от бегунов эта машина выпускает высококачественный обмятый асбест непрерывным потоком.
По окончании распушки асбестовая суспензия насосом перекачивается в турбосмеситель, где происходит смешивание с цементом. Количество цемента, загружаемого на один замес в смеситель 600- 800 кг.
Загрузка цемента в смеситель производится постепенно равномерными порциями из расходного бункера через весовой дозатор. По окончании загрузки цемента асбестоцементная масса перемешивается в течение 45 мин. Готовая масса самотёком поступает в ковшовую мешалку, предназначенную для бесперебойного питания. Масса в мешалке непрерывно перемешивается. Из ковшовой мешалки асбестоцементная масса поступает на валы сетчатых цилиндров листоформовочных машин (ЛФМ), на которых производится формование асбестоцементного макета полуфабриката. Формование листов производится на универсальной кругло - сетчатой трёхцилиндровой машине СМ 943. Асбестоцементный накат автоматически по достижении заданной толщины срезчиком снимается с формовочного барабана машины. Снятый накат ленточным транспортом подаётся к гильотинным ножницам которые разрезают на форматы размером 1750*10 мм.
Отводящим и питающим транспортёрами листы подаются на волнировщик, где подвергаются волнировке на механизированных линиях беспрокладочного формования СМ 115 и СМА 170 с применением ускоренного гидротермального твердения. В настоящее время применяют агрегаты для автоматического изготовления волнистых листов и укладывания их в стопку.
Листы после профилирования, имеющие внешние дефекты сбрасываются на стоящий транспортёр к мешалочным обрезкам для переработки.
1. предварительное твердение в конвейере;
2. твердение в увлажнителе;
3. окончательное твердение на тёплом складе.
После увлажнителя переборщиком осуществляется комплектование стоп по 80 листов УВ 7,5 и 100 листов УВ 6. Окончательное твердение изделий осуществляется на складе готовой продукции и далее на открытых площадях. На складе листы выдерживают семь суток, после чего происходит приём готовой продукции ОТК и испытание партий согласно ГОСТ 16233 70.
Справочник строительных материалов, а также изделий и оборудования для строительства и ремонта квартиры Онищенко Владимир
Производство асбестоцементных изделий
В настоящее время существует три способа производства асбестоцементных изделий: мокрый способ - из асбестоцементной суспензии, полусухой - из асбестоцементной массы и сухой - из сухой асбестоцементной смеси. Наиболее широкое распространение получил мокрый способ, а два других применяют только в опытных установках.
Технологическая схема производства асбестоцементных изделий мокрым способом состоит из следующих основных процессов: складирования и хранения основных материалов; составления смески асбеста из нескольких сортов и марок, распушки смески асбеста, приготовления асбестоцементной массы, ее силосования (складирования), формования асбестоцементных изделий (облицовочные листы и кровельные плитки дополнительно прессуются), предварительного твердения отформованных изделий, механической обработки изделий, твердения изделий, складирования.
Данный текст является ознакомительным фрагментом. Из книги Дураки, дороги и другие особенности национального вождения автора Гейко Юрий ВасильевичПроизводство автомобильных стекол Сколько раз, запирая автомобиль на парковке, я испытывал странное чувство, словно делаю глупость: запирай – не запирай железные дверки, а стеклышки-то тонкие, стукнул чем угодно – и делай с машиной что хочешь.Сколько раз на больших
Из книги Современные работы по постройке крыши и настилу кровли автора Назарова Валентина ИвановнаОснование для кровли из асбестоцементных плиток Основанием для кровли из плоских асбестоцементных плиток типа этернит служит сплошной деревянный настил из досок толщиной 25 мм и шириной 120 мм с зазором между ними 5 мм. Каждую плитку крепят к настилу двумя оцинкованными
Из книги Модели железных дорог автора Барковсков Борис ВладимировичОснование под кровлю из волнистых асбестоцементных листов Основанием для устройства кровли из волнистых асбестоцементных листов обыкновенного профиля (ВО) и листов унифицированного профиля (УВ) служит деревянная обрешетка из брусков сечением не менее 50х50 мм (для ВО)
Из книги Как построить сельский дом автора Шепелев Александр МихайловичКровля из асбестоцементных плиток После подготовки кровельного материала, осмотра и сортировки асбестоцементных плиток, а также заготовки и установки по технологии стальных элементов кровли (картин карнизных свесов и надстенных желобов, полос разжелобков и ендов,
Из книги Отопление дома автора Плотникова Татьяна Федоровна2. Промышленное производство железнодорожных моделей Возникшие на пороге XX века в ряде стран мелкие ремесленные предприятия, выпускавшие примитивные железнодорожные игрушки, вскоре вырастают в крупные фирмы по производству моделей железных дорог, так как спрос на их
Из книги Справочник строительных материалов, а также изделий и оборудования для строительства и ремонта квартиры автора Онищенко ВладимирКРОВЛЯ ИЗ ПЛОСКИХ АСБЕСТОЦЕМЕНТНЫХ ПЛИТОК Асбестоцементные плитки, или искусственный шифер, из-за своей долговечности (служат свыше 30 лет), легкости, огнестойкости находят самое широкое применение. Уклон крыши для такой кровли должен быть от 25 до 45°, обрешетка (опалубка)
Из книги Справочник грибника автора Онищенко ВладимирКРОВЛЯ ИЗ ВОЛНИСТЫХ АСБЕСТОЦЕМЕНТНЫХ ЛИСТОВ Волнистые листы по своему размеру в 5 раз больше плоских; размеры их - 1200X680 мм, толщина - 5,5 мм, масса - 8,5 кг. К волнистым листам дополнительно изготовляют детали в виде уголков (типа У-120 и У-90), лотков и коньковых элементов КПО-1 и
Из книги Слесарное дело: Практическое пособие для слесаря автора Костенко Евгений МаксимовичПроизводство работ Производство работ следует начинать с определения размеров фундамента камина. Прежде всего надо начертить план камина на уровне цоколя и совместить с планом на уровне топки и трубы. Ширина фундамента должна соответствовать ширине лицевого
Из книги Все о плитке [Укладка своими руками] автора Никитко ИванПроизводство железобетонных изделий Технологический процесс производства сборных бетонных и железобетонных изделий состоит из ряда самостоятельных операций, объединяемых в отдельные процессы. Операции условно разделяют на основные, вспомогательные и транспортные.К
Из книги автораОбщие сведения и классификация асбестоцементных изделий Основным сырьем для производства асбестоцементных изделий являются хризотил-асбест и портландцемент. В зависимости от вида изделий, а также качества используемого асбеста содержание его в изделиях составляет
Из книги автораМатериалы для производства асбестоцементных изделий В качестве вяжущего для производства асбестоцементных изделий применяют портландцемент. Он должен быстро гидратироваться, но сравнительно медленно схватываться. Для перехода полуфабриката в готовую продукцию
Из книги автораОсновные свойства асбестоцементных изделий Свойства асбестоцементных изделий определяются следующими факторами: качеством цемента, маркой асбеста, их количественным соотношением по массе, степенью распушки асбеста, расположением волокон асбеста в изделии, степенью
Из книги автораПроизводство металлических изделий и конструкций При изготовлении металлических изделий расплавленный чугун или сталь разливают по специальным формам, так называемым изложницам, а затем слитки металла от 500 кг до нескольких (иногда десятков) тонн подвергают
Из книги автораПроизводство и хранение посевного мицелия На первых этапах развития грибоводства для выращивания шампиньонов использовали дикорастущую грибницу, однако вскоре обнаружился целый ряд недостатков, связанных с этим способом. Важнейший заключался в том, что грибница
Из книги автора3.6. Литейное производство Плавкой называется превращение твердого металла, металлических (чугунных) чушек и шихтовых материалов в жидкий металл. Металлом в жидком виде заполняются литейные формы, которые после затвердевания жидкого металла придают ему определенную
Такой защитный слой уменьшает объем выделений асбеста в окружающую воздушную среду и увеличивает срок службы шифера в 13 15 раза. Мировая добыча хризотиласбеста составляет 95 а вся группа кислотостойких асбестов не более 5. Химический состав хризотиласбеста выражается формулой 3MgO2Si022H20 т. Молекулы асбеста прочно связаны между собой лишь в одном направлении боковая же связь с соседними молекулами крайне слаба.
Поделитесь работой в социальных сетях
Если эта работа Вам не подошла внизу страницы есть список похожих работ. Так же Вы можете воспользоваться кнопкой поиск
Министерство образования и науки Украины
Одесская государственная академия строительства и архитектуры
Кафедра "Процессов и аппаратов в технологии строительных материалов"
КУРСОВАЯ РАБОТА
по дисциплине: « Технология гидроизоляционных и теплоэффективных материалов »
на тему: «Цех по производству асбестоцементных листов»
Выполнил:
ст. гр.
зач. кн. №
Проверил:
Одесса 2014 г.
Введение..................................................................................................................4
Номенклатура изделий............................................................................................6
Характеристика используемого сырья..................................................................9
Технологическая схема производства асбестовых листов................................12
Основные физико-механические свойства получаемого изделия....................17
Режим работы цеха и отделений..........................................................................21
Расчет производительности цеха.........................................................................21
Подбор основного технологического оборудования.........................................23
Контроль качества сырья и готовой продукции.................................................25
Техника безопасности и охрана труда при производстве................................27
Методы оценки качества получаемого изделия.................................................29
Список использованных источнико....................................................................41
I . Введение
Материалы, применяемые для отделки строительных конструкций и сооружений, домов и квартир, должны защищать их от воздействия окружающей среды, придавать завершающее архитектурное оформление, создавать особые санитарно-гигиенические условия, уменьшающие запыление, загрязнение, увлажнение, защиту от шума и др.; обеспечивать возможность восстановления поверхности отделки. А также отвечать эстетическим запросам владельца здания, дома, помещения. И, в конце концов - удовлетворять типовому архитектурному стилю, принятому в данной местности. Во всем мире резко увеличивается объем производства отделочных материалов, расширяется ассортимент, повышаются качество и выразительность, столь необходимые современному городу, общественным зданиям и жилищу.
Разнообразные отделочные материалы и изделия, применяемые в современном строительстве, классифицируют по технологическому признаку: лакокрасочные материалы, изделия из природного и искусственного камня, керамики, стекла, металлов, лесных материалов, полимеров и др. А так же и по архитектурно-строительным видам (материалы для наружной отделки; внутренней отделки; покрытия полов; специальных целей). Ряд материалов и изделий применяют для отделки, как внутренних интерьеров, так и фасадов зданий, предъявляя к ним повышенные эксплуатационные и эстетические свойства. Среди эксплуатационных свойств важнейшими являются санитарно-гигиенические, создающие в помещениях здоровые условия для жизни, работы и отдыха, а также огнестойкие, токсикологические, радиационные характеристики, удовлетворяющие соответствующим нормам. Условиями высокого эстетического качества являются подчинение отделки законам красоты, гармонии, художественного вкуса, образная передача цветового тона, чистоты, насыщенности цвета, цветового рисунка, структурно-текстурных особенностей материала.
Решающее влияние на техническую и экономическую эффективность отделочных материалов оказывают фактический срок службы, эксплуатационные расходы на текущие и капитальные ремонты, а также общий срок службы с учетом морального старения. Зачастую это и определяет выбор того или иного отделочного материала.
Номенклатура изделий
Номенклатура асбестоцементных изделий насчитывает свыше 40 наименований. Они могут быть разделены на следующие основные группы: профилированные листы волнистые и полуволнистые для кровель и обшивки стен; плоские плиты обыкновенные и офактуренные или окрашенные для облицовки стен; панели кровельные и стеновые с теплоизоляционным слоем; трубы напорные и безнапорные и соединительные муфты к ним; специальные изделия (архитектурные, санитарно-технические, электроизоляционные и т. д.).
Асбестоцементные листовые конструкции применяют во всех климатических зонах Украины и объем их производства обеспечивает нужды строительства. Объем производства сборных асбестоцементных конструкций удовлетворяет только 67% потребности в них.
Дальнейшая индустриализация строительства, снижение трудо- и материалоемкости, повышение долговечности и надежности асбестоцементных конструкций требуют увеличения размеров волнистых листов до 6 м, организации производства окрашенных и армированных листов, плоских прессованных листов, погонажных элементов для каркасов панелей.
Профилированные листы изготовляют из асбестоцемента волнистыми (обыкновенного и усиленного профиля) и полуволнистыми.
Листы волнистые имеют форму прямоугольника с шестью (восемью) волнами, направление гребней которых совпадает с направлением большой стороны прямоугольника. Длина волнистых листов обыкновенного профиля (ВО) 1200мм, ширина - около 700мм и толщина - 5,5 мм. Листы волнистые усиленного профиля (ВУ) несколько толще, что позволяет изготовлять их больших размеров. Длина их 2800 мм, ширина - около 1000 мм и толщина - 8 мм. В последние годы разработан новый тип асбестоцементных волнистых листов - СВ-40-250 размером 2500x1150x6 мм. По сравнению с ранее выпускаемыми листами ВО, эти листы имеют большую полезную площадь и меньший расход асбестоцемента на 1 м2 полезной площади.
Листы, профилированные должны быть строго прямоугольной формы, без трещин и отколов. Профилированные асбестоцементные листы применяют для устройства кровель, облицовки стен, ограждений балконов и т.п. Плоские облицовочные асбестоцементные плиты выпускают непрессованными и прессованными повышенной прочности толщиной 4-10мм, шириной до 1600 мм и длиной до 2800 мм. В процессе формования их лицевую поверхность отделывают в зависимости от назначения декоративным асбестоцементным слоем, окрашивают водостойкими эмалями, полируют, а также делают рельефной, имитирующей керамическую глазурованную плитку. Плиты, окрашенные водостойкими эмалями, в последнее время с успехом применяют для облицовки панелей, потолков, стен санитарных узлов и кухон жилых и общественных зданий.
Асбестоцементный шифер - недорогой, легкий в монтаже и один из самых известных кровельных материалов. Волнистые асбестоцементные листы (шифер) являются самым распространенным кровельным материалом. До недавнего времени их размеры были относительно небольшими: листы обыкновенного профиля ВО имели размер в плане 1200X680 мм и массу около 9 кг. В настоящее время их выпуск почти повсеместно прекращен и начато производство крупноразмерных асбестоцементных листов волнистого профиля.
Наиболее массовыми для сельского домостроения являются асбестоцементные листы УВ размером в плане 1750*25 мм. Каждый из них покрывает около 1,5 м2 крыши и по сравнению с мелкоразмерным листом ВО имеет в 2 раза меньше стыков.
Современные асбестоцементные кровельные листы - шифер, для повышения их декоративных свойств и увеличения срока службы, окрашивают. Окрашивание производится силикатными красками или красками на фосфатном связующем, с использованием различных пигментов. В прошлом асбестоцементные листы (шифер) имели либо безликий, серый оттенок, либо могли быть красного или зеленого цвета. В настоящее время шифер производится самых различных цветов: красно-коричневого, шоколадного, кирпично-красного, желтого (охра), синего и др. Краска, которой покрывают готовые листы шифера, образует защитный слой, предохраняющий изделие от разрушения, снижающий его водопоглощение и повышающий морозостойкость. Такой защитный слой уменьшает объем выделений асбеста в окружающую воздушную среду и увеличивает срок службы шифера в 1,3 - 1,5 раза.
Плоский шифер уже отходит с потребительского рынка, его недостатки все-таки перебороли его достоинства: укладка усложняется благодаря малым размерам (400x400 мм) и ограничивается углом уклона от 30°. Но и внешний вид плоской шиферной кровли оставляет желать лучшего, его проще заменить на оптимальные для таких уклонов нарядные черепицу и ее интерпретаторы (металлочерепицу и битумную черепицу).
Характеристика используемого сырья
Асбестом называют группу минералов, имеющих волокнистое строение и при механическом воздействии способных распадаться на тончайшие волокна. В производстве асбестоцементных листов применяют хризотил-асбест. Мировая добыча хризотил-асбеста составляет 95%, а вся группа кислотостойких асбестов не более 5%. Химический состав хризотил-асбеста выражается формулой 3MgO-2Si02-2H20, т. е. он является гидросиликатом магния. Молекулы асбеста прочно связаны между собой лишь в одном направлении, боковая же связь с соседними молекулами крайне слаба. Этим свойством объясняется очень высокая прочность асбеста на растяжение вдоль волокон и хорошая распушаемость расщепление поперек волокон. Диаметр волокна хризотил-асбеста колеблется от 0,00001 мм до 0,000003 мм.
Асбест обладает большой адсорбционной способностью. А в смеси с портландцементом при смачивании водой он адсорбирует (т. е. хорошо) удерживает на своей поверхности продукты гидратации цемента, связывающие волокна асбеста, поэтому асбестоцемент является как бы тонкоармированным цементным камнем. Хризотил-асбест не сгораем, однако при температуре 0°С он начинает терять адсорбционную воду, предел прочности при растяжении снижается до 10%, а при 368°С испаряется вся адсорбционная вода, что приводит к снижению прочности на 25-30%. После охлаждения асбест восстанавливает из воздуха потерянную влагу и прежние свойства. При нагревании асбеста до температуры более 550°С удаляется вся химически связанная вода, теряются эластичность и прочность, асбест становится хрупким, и после охлаждения свойства его не восстанавливаются. При температуре около 1550°С хризотил-асбест плавится. Асбест имеет малую тепло- и электропроводность, высокую щелочестойкость, однако кислоты его легко разрушают.
Качество асбестоцементных листов во многом зависит от качества асбеста и тонкости помола цемента. В соответствии с ГОСТом качество хризотил-асбеста характеризуется следующими показателями:
- текстурой (степень распушаемости волокон);
- средней длиной волокна, эластичностью, влажностью;
- степенью засоренности пылью.
Большое влияние на качество продукции оказывает длина волокон асбеста. Это основной признак деления асбеста на сорта. Чем больше средняя длина волокон, тем выше сорт. Для производства асбестоцементных изделий применяют коротковолокнистый асбест3, 4, 5 и 6 сортов с длиной волокон от 10 мм до нескольких сотых мм, а содержание их составляет 50-24 % по массе, остальные 50-76 % приходятся на долю пылевидных и других неволокнистых частиц. Иногда часть асбеста (10-15%) заменяют базальтовой или шлаковой минеральной ватой.
Асбест с недеформированными волокнами, размер которых в поперечнике более 2 мм, условно называют «кусковым» асбестом, а менее 2 мм «иголками». «Распушенным» называют асбест, в котором волокна тонки, деформированы и перепутаны. Частицы сопутствующей породы крупностью более 0,25 мм носят название «галь», а менее 0,25 мм «пыль».
Портландцемент М400
. В качестве вяжущего компонента при производстве асбестоцементных листов используют специальный портландцемент для асбестоцементных изделий. В данном случае применяется портландцемент М400. Такой цемент характеризуется быстрым нарастанием прочности как в начале, так и в последующие сроки твердения, замедленным началом схватывания (не ранее 1,5 ч) и достаточно большой тонкостью помола, необходимой для того, чтобы создать значительную поверхность сцепления между цементом и тонко распушенными волокнами асбеста. Этот цемент содержит не менее 52% 3CaO-SiO2 и не более 8 % ЗСаО-А12Оз, в нем не должно быть минеральных добавок (кроме гипса). Нарастание прочности изделия должно происходить достаточно быстро для перехода полуфабриката в готовую продукцию. Для удовлетворения требований ГОСТ 983577 для производства асбестоцементных листов используют специальный портландцемент с удельной поверхностью 2200-3200 см2/г. Количество добавок в цементе устанавливают с согласия потребителя, но не более 3% (за исключением гипса). Гипс же добавляют для регулирования сроков схватывания в количестве не менее 1,5% и не более 3,5% от массы цемента.Формование асбестоцементных изделий продолжается дольше, чем изделий из бетона. В связи с этим начало схватывания у цемента для асбестоцементных изделий должно наступать несколько позже, чем у обычного портландцемента, не ранее 1,5 ч с момента затворения водой, а конец не позднее 10 ч после начала затворения.
При изготовлении асбестоцементных листов применяют также специальные белый и цветные цементы.
Технологическая часть
В настоящее время существует три способа производства асбестоцементных изделий
: мокрый способ из асбестоцементной суспензии;Технологическая схема мокрого способа производства волнистых асбестоцементных листов с использованием низко концентрированных суспензий:
Рис.1.Технологическая схема мокрого способа производства.
1, 3, 12, 15, 17 - конвейеры, 2, 4, 8 - дозатор, 5 - бегуны, 6 - гидропушитель, 7 бункер, 9 - турбосмеситель, 10 - ковшовая мешалка, 11 - листоформовочная машина, 13 - ножницы, 14 - волнировщнк, 16 - перекладчик, 18 - камера предварительного твердения, 19 - конвейер водного твердения, 20 - переборщик листов, 21 обрезомешалка, 22, 23 рекуператоры.
полусухой из асбестоцементной массы

Рис.2.Технологическая схема для полусухого формования.
1-роликовый конвейер; 2-пресующие валки; 3-посыпочные бункера; 4-вибромеханизм; 5-поддержывающие валки; 6-приемная ванна; 7-приводной вал; 8-малые валки; 9-вакум-коробка; 10-сетчатое полотно; 11-натяжной вал.
И сухой из сухой асбестоцементной смеси

Рис.3.Технологическая схема формования сухим способом.
1-циклон; 2-бункер; 3-смачивающая трубка; 4-уплотняющие валки; 5-резательное устройство; 6-разгонный конвейер; 7-прокатные валы; 8-питатель; 9-слой асбестоцементной массы; 10-прорезиненная лента.
Наиболее широкое распространение получил мокрый способ. Два других применяют только в опытных установках.
Процесс производства асбестоцементных листов складывается из следующих основных технологических операций:
1) Транспортирование цемента в закрытые бункера по трубопроводу;
2) Дозировка цемента весовыми дозаторами;
3) Подача асбеста в расходные бункера с помощью электропогрузчика;
4) переемещение асбеста транспортером в расходный бункер;
5) Дозирование;
6) Первичная обработка шихты;
7) Обработка асбеста в гидропушителях при наличие большого количества воды;
8) Перекачка асбестовой суспензии в турбосмеситель и смешивание с цементом;
9) Перемешивание асбестоцементной массы;
10) Поступление массы в ковшовую мешалку;
11) Перемещение массы на валы сетчатых цилиндров листоформовочных машин (ЛФМ);
12) Формование листов;
13) Разрезка на листы заданных размеров;
14)Волнировка листов на механизированных линиях;
15) Предварительное твердение в конвейере.
16) Твердение в увлажнителе.
17) Перемещение на склад готовой продукции и окончательное твердение.
Описание технологической схемы производства асбестоцементных листов
Цемент транспортируется по трубопроводу в закрытые бункера и дозируется строго по весу весовыми дозаторами. Асбест складируется по сортам и маркам в закрытом помещении. Дозировка асбеста также осуществляется по весу согласно заданной шихты.
Асбест доставляют на заводы в бумажных мешках в железнодорожных вагонах. На заводе хранят в закрытом складе на деревянном полу в отдельных отсеках для разных марок и сортов. Если асбест поступил на склад в таре, то его можно хранить в штабелях. Над каждым отсеком или штабелем указывают сорт и марку асбеста.
Для изготовления изделий устанавливают состав смески асбеста. Так, для асбестоцементных волнистых листов, применяемых для покрытия кровель жилых зданий, смеска асбеста установлена следующая: 50% асбеста 5-го сорта, 50% асбеста 6-го сорта, причем общее содержание мягкой текстуры не должно превышать 50%, в том числе содержание в смеске асбеста М-60-40 не должно быть более 15%. Сорта асбеста и их процентное содержание в применяемых смесках нормируют специальными технологическими картами.
Далее асбест на специальных поддонах подаётся электропогрузчиком на площадку и загружается в расходные бункера раздельно по группам и маркам. Из них асбест по наклонным транспортёрам подаётся в весовые дозаторы, где собирается готовая шихта асбеста. По команде с пульта управления шихта высыпается из дозаторов и с помощью передаточных и наклонных транспортёров поступает на раздаточный транспортёр, откуда поступает в бегуны, где шихта подвергается первичной обработке (увлажнению, облипанию). Одновременно с погрузкой асбеста в бегуны, его увлажняют осветленной рекуперацией водой, с помощью специального мерника в количестве не менее 5л на 1кг сухого асбеста. Продолжительность обработки асбеста в бегунах 12-15 мин, влажность асбеста не менее 28-80%.
По окончании обработки асбест выгружается из бегунов без остатка. Далее асбест подвергается обработке в гидропушителях при присутствии большого количества воды с целью хорошей распушки. Время обработки 8 - 10 мин. Распушка асбеста не менее 80 - 90%. Распушка асбеста определяет в значительной мере качество продукции. Различают три вида распушки: сухую, мокрую и полусухую.
При сухом способе распушку производят на бегунах и пушителях. В бегунах разминаются пучки асбеста, нарушается связь между волокнами, а в пушителе (дезинтеграторе) происходит дальнейшее расщепление размятых пучков на отдельные волокна. Окончательно же распушиваются волокна асбеста в аппарате для приготовления асбестоцементной массы голлендере. При мокром способе распушки асбест замачивают в воде 3-5 дней, затем смеску разминают на бегунах. Вода проникает в микрощели и оказывает расклинивающее действие, вследствие чего волокна распушиваются легче и лучше. Увлажнение асбеста повышает эластичность волокон, что увеличивает сопротивление излому при обработке на бегунах. В настоящее время для обминания асбеста все большее распространение получает валковая машина. В отличие от бегунов эта машина выпускает высококачественный обмятый асбест непрерывным потоком.
По окончании распушки асбестовая суспензия насосом перекачивается в турбосмеситель, где происходит смешивание с цементом. Количество цемента, загружаемого на один замес в смеситель 600- 800 кг.
Загрузка цемента в смеситель производится постепенно равномерными порциями из расходного бункера через весовой дозатор. По окончании загрузки цемента асбестоцементная масса перемешивается в течение 45 мин. Готовая масса самотёком поступает в ковшовую мешалку, предназначенную для бесперебойного питания. Масса в мешалке непрерывно перемешивается. Из ковшовой мешалки асбестоцементная масса поступает на валы сетчатых цилиндров листоформовочных машин (ЛФМ), на которых производится формование асбестоцементного макета полуфабриката. Формование листов производится на универсальной кругло - сетчатой трёхцилиндровой машине СМ 943. Асбестоцементный накат автоматически по достижении заданной толщины срезчиком снимается с формовочного барабана машины. Снятый накат ленточным транспортом подаётся к гильотинным ножницам которые разрезают на форматы размером 1750*10 мм.
Отводящим и питающим транспортёрами листы подаются на волнировщик, где подвергаются волнировке на механизированных линиях беспрокладочного формования СМ 115 и СМА 170 с применением ускоренного гидротермального твердения. В настоящее время применяют агрегаты для автоматического изготовления волнистых листов и укладывания их в стопку.
Листы после профилирования, имеющие внешние дефекты сбрасываются на стоящий транспортёр к мешалочным обрезкам для переработки.
1. предварительное твердение в конвейере;
2. твердение в увлажнителе;
3. окончательное твердение на тёплом складе.
После увлажнителя переборщиком осуществляется комплектование стоп. Окончательное твердение изделий осуществляется на складе готовой продукции и далее на открытых площадях. На складе листы выдерживают семь суток, после чего происходит приём готовой продукции ОТК и испытание партий согласно ГОСТ 16233 70.
Физико-механические свойства. Прочностные и деформативные свойства:
Предел прочности при изгибе sизг, МПа....................................................15 - 42
Предел прочности при растяжении sрас, МПа............................................10 -25
Предел прочности при сжатии перпендикулярно слоистости sсж,МПа.60 - 80
Предел прочности при сжатии параллельно слоистости sсж, МПа.........30 - 40
Модуль упругости (деформативности), при осевом растяжении,
если s = (0,8 - 0,85)sрас, Ер, МПа...................................................(12 - 18) · 1000
Модуль упругости при сжатии параллельно слоистости, Есж...(13 - 30) · 1000
Предельная деформативность при осевом растяжении, eпр.......................................(20 - 65) / 100000
Ударная вязкость Rуд, кДж/м2........................................................................1 - 5
Прочность растет при увеличении содержания трехкальциевого силиката при оптимальных значениях трехкальциевого алюмината и дисперсности цемента.
Увеличение содержания асбеста до определенной величины (18-25%) повышает прочность асбестоцемента при одновременной оптимизации технологических параметров. Наибольшее влияние на прочность асбестоцемента оказывают длина волокна асбеста и содержание пылевидных примесей, а также точность дозировки компонентов сырьевой композиции, степень и качество распушки асбеста, гомогенность сырьевой смеси, условия формования, обеспечивающие обезвоживание полуфабриката до оптимального значения без нарушения его структуры, условия твердения, стимулирующие максимальную гидратацию цемента.
Прочность асбестоцемента возрастает при увеличении его плотности. Приближенно: sизг = К·(r0)2, где К - постоянная, зависящая от качества сырья и параметров производства. Величина о растет во времени за счет продолжающейся длительное время гидратации клинкерных минералов и карбонизации продуктов гидратации (табл.1). Интенсивность роста s зависит от состава применяемого цемента.

Табл.1 Рост sизг во времени
На асбестоцемент влияет влажность. У насыщенного водой асбестоцемента sизг и sрас ниже на 15-16%, у высушенного до постоянной массы выше на 12-18%, чем у воздушно-сухого (при Wг = 8-11%). Коэффициент однородности прочности Кодн составляет при изгибе 0,65-0,75; при осевом растяжении 0,5-0,6.
Пропорциональность между напряжениями о и относительными деформациями e асбестоцемента сохраняется при кратковременном действии растягивающей нагрузки до s = (0,5-0,65)sрас,. В этих пределах он ведет себя как упругий материал, подчиняющийся закону Гука. Дальнейший рост s приводит к некоторому искривлению прямой в координатах s - e. Поэтому модуль упругости (деформативности) при s = (0,3-0,4)sрас, на 4 - 6 % больше, чем, например, при s = (0,9-0,95)sрас. Ер повышается с увеличением со держания в нем асбеста, более высоких его марок, а также с ростом r0. Так, увеличение r0 с 1,5 до 1,7 кг/см3 приводит к росту Ер почти в 1,5 раза. У водонасыщенного асбестоцемента по сравнению с сухим Ер снижается на 15-25% и соответственно повышается предельная деформативность.
Ударную вязкость асбестоцемента Ryд принято характеризовать пределом прочности при ударном изгибе, который вычисляется как частное от деления работы, затрачиваемой для разрушения образца, на площадь его поперечного сечения. Ryд в наибольшей степени зависит от качества и длины волокон асбеста и повышается с их ростом. Так, ударная вязкость асбестоцемента, изготовленного на асбесте 5-й и 6-й групп, 1-2,5 кДж/м2, а на асбесте 3-й и 4-й групп 3-5 кДж/м2. Рост плотности асбестоцемента до r0 »1,7 повышает, а затем несколько снижает Ryд (табл.3).
Влияние возраста асбестоцемента на Ryд несущественно. Ryд повышается, при введении в сырьевую композицию целлюлозно-бумажных и синтетических волокон. Ударные воздействия на асбестоцемент, особенно при низких значениях Ryд, могут приводить к разрывам части армирующих волокон и микротрещинам. При значениях ударной нагрузки, близких к разрушающим, и при повторяющихся ударах изделия могут терять без образования видимых трещии до 30-50 % первоначальной прочности. Поэтому при погрузочно-разгрузочных работах, во время транспортирования и строительных работ изделия следует оберегать от ударов.
Асбестоцемент обладает свойством ползучести, связанной с наличием в цементном камне мелкокристаллических образований, характеризуемой способностью к пластическим деформациям. Такие деформации существенно проявляются при длительных воздействиях нагрузок и могут достигать 55-60% предельных. В связи с ползучестью длительно действующие нагрузки могут разрушать асбестоцемент при напряжениях, составляющих 70-80% sрас, полученного при машинных испытаниях материала. Его ползучесть почти не проявляется. если нагрузки не превышают 35-40% разрушающих.
Усадка, температурные и влажностные деформации асбестоцемента. Во время твердения асбестоцемента происходит усадка материала, вызываемая контракцией (сжатием) системы. Переход части капиллярной влаги в состав новообразований, как и высушивание в капиллярных телах, сопровождается усадкой. Усадка при твердении изделий в зависимости от вида цемента, плотности полуфабриката, содержания асбеста и режимов твердения составляет 0,35-1,5 мм/м. Усадка возрастает при использовании высокоалюминатных цементов, особенно с высокой удельной поверхностью (3500-4000 см2/г). При использовании песчанистого портландцемента усадка снижается в 1,5-2 раза. Скорость усадки - наибольшая в первые дни твердения - в возрасте 14-28 сут. заметно снижается.
Температурные относительные деформации et затвердевшего изделия при положительной температуре, а неувлажненного и при отрицательной, линейно зависят от температуры:
et = at Dt
При изменениях влажности W асбестоцемента возникают его влажностные деформации (ew), Высушивание его приводит к усадке (-ew), а водонасыщение к набуханию (+ew). ew зависит от состава сырья для изготовления асбестоцемента, его плотности, возраста, режимов обводнения и высушивания и может составлять 0,03-0,3%. Последнее значение соответствует изменению W асбестоцемента от 0 до 24-25%. Изделия, изготовленные на
песчанистом портландцементе автоклавной технологии, имеют значения ew в 1,5-1,7 раза меньше, чем при использовании портландцемента. При изменении W изделия, изготовленного на асбесте 5-й и 6-й групп, от полностью высушенного до водонасыщенного состояния приближенно ew = -0,42r0+ 0,88%.Следствием влажностных деформаций асбестоцемента является его коробление, возникающее при намокании или высушивании из-за перепада W по толщине материала. Максимальная величина стрелы коробления возникает при одностороннем увлажнении (либо сушке) асбестоцемента в зависимости от его плотности и состава через 5-25 мин. после начала процесса, затем она уменьшается. Коробление - недостаток, и у крупноразмерных деталей стрела коробления может достигать нескольких сантиметров. При жестком закреплении асбестоцемента напряжения, вызванные перепадом W, могут достигнуть предела прочности материала и привести к трещинам в конструкции. Поэтому асбестоцементные изделия в конструкции закрепляют с помощью податливых связей, обеспечивающих свободу деформирования материала.
МОРОЗОСТОЙКОСТЬ АСБЕСТОЦЕМЕНТА. ТЕПЛОПРОВОДНОСТЬ АСБЕСТОЦЕМЕНТА.
Морозостойкость асбестоцемента - важное условие его долговечности. Стандарты на изделия из асбестоцемента предусматривают нормативы Мрз 25 либо 50 цикл попеременных замораживаний и оттаиваний без снижения sизг более чем на 10% и без внешних признаков разрушения материала.
На морозостойкость асбестоцемента влияют состав сырья, параметры формования и плотность материала. Увеличение количества и качества асбеста приводит, как правило, к повышению морозостойкости изделия. Понижение морозостойкости проявляется при использовании в сырьевой композиции повышенного содержания асбеста мягкой текстуры (более 15-20% его общего содержания). Состав и дисперсность цемента оказывают влияние на морозостойкость асбестоцемента, изменяя его пористость и структуру. Наибольшей морозостойкостью обладает изделие, изготовленное на белитовом цементе с содержанием 40-45% двухкальциевого силиката.
Понижение морозостойкости зависит от содержания в цементе трехкальциевого алюмината, так, увеличение его содержания более 6% понижает морозостойкость асбестоцемента тем больше, чем выше тонкость помола цемента. Это влияние может быть устранено за счет подбора оптимальных добавок гипса в цемент и соответствующей его удельной поверхности. Технологические факторы, способствующие увеличению ре асбестоцемента, одновременно повышают и его морозостойкость.
Теплопроводность асбестоцемента в воздушно-сухом состоянии при r0 = 1,9 г/см3 составляет 0,35 Вт/(м·град). Изменения r0 в пределах 1,5-2 г/см3 мало влияют на его теплопроводность. Удельная теплоемкость асбестоцемента может быть принята 0,8 кДж/°·кг. Асбестоцемент выдерживает нагревание до 150°С без снижения прочности. При нагревании до более высоких температур и последующем воздушном охлаждении его прочность снижается следующим образом:
Температура, °С Снижение sизг, %
400 10 - 15
500 45 - 55
600 60 - 70
800 80 - 85
Режим работы технологической линии
Режим работы технологической линии характеризуется технологическими особенностями производства, количеством рабочих дней в году), количеством смен в сутки (
n ), продолжительностью смены в часах (г).Расчетный годовой фонд времени работы технологической линии определяем по формуле:
262 х 8 х 2 х 0,9=3772,8 час;
где: коэффициент использования технологического оборудования (0,87…0,92).
Итоговые данные по принятым режимам сводим в таблицу 1.
Табл. 2.
Режим работы цеха.
|
П/п |
Наименование цехов, отделений |
Количество рабочих дней в году, сут |
Количество смен в сутки |
Длитель-ность смены, час |
Коэф- фициент использо вания технол. оборудов |
Расчетный годовой фонд работы тех. оборуд. в час |
|
Транспортирование сырья |
3772,8 |
|||||
|
Дозирование |
3772,8 |
|||||
|
Перемешивание в ковшевой мешалке |
3772,8 |
|||||
|
Формование листов |
3772,8 |
|||||
|
Разрезка на заданные размеры |
3772,8 |
|||||
|
Волнировка |
3772,8 |
Рассчитываем суточную, сменную и часовую производительность технологической линии, используя заданную годовую производительность.
Суточную производительность определяем по формуле:
= = ;
где: - годовая производительность цеха;
Количество рабочих дней в году, сут.
Производительность в смену определяем по формуле:
= = ;
где: n - количеством смен в сутки.
Производительность в час определяем по формуле:
3,98 ;
где: расчетный годовой фонд времени оборудования в часах.
|
Наименование выпускаемого изделия |
Производительность |
|||
|
в год |
в сутки |
в смену |
в час |
|
|
Асбестоцементные листы (700х900х5 мм) |
15000 |
57,25 |
3,98 |
|
Полученные данные сводим в таблицу 3.
Подбор технологического оборудования для производства асбестоцементных листов
Выбор и расчет технологического оборудования зависит от часовой производительности каждой машины и коэффициента использования оборудования.
Требуемое количество машин рассчитываем по формуле:
М = ;
где: М количество машин, шт.;
часовая производительность линии;
Часовая производительность машин выбранного типа;
Коэффициент использования оборудования во времени.
Количество валковых машин:
М = = 2,2 3 шт.
2) количество голландеров:
М = = 2,95 3 шт
После подбора оборудования приводим их краткую характеристику.
Полученные данные сводим в таблицу 4.
|
№п/п |
Наименование технологического оборудования |
Марка, краткая характеристика оборудования |
Мощность двигателя |
Коэффици-ент использования оборудования |
|
|
Единич-ная |
Общая |
||||
|
Валковая машина |
СМ-957. Количество валков 7; размеры валков: диаметр 0,4м; длина 0,7м; число оборотов валков в сек. 4,66; мощность электродвигателя в кВт 40 и 0,4; Габариты в м: длина 3,6; ширина 2,35; высота 2,345; масса в т 9,8. |
40 кВт |
120Квт |
||
|
Голландер |
СМ-892(роторный); Габаритные размеры в м: длина 4,32; ширина 3,25; высота 1,62; Масса в т 10,7 |
40кВт |
120кВт |
||
|
Листоформовочная машина |
СМ-343А. Габаритные размеры в м: длина 9,91; ширина 4,08; высота 3,85; Маса в т - 27 |
18,7кВт |
18,7кВт |
||
|
Ротационные ножницы |
СМ-275. Габаритные размеры в м: длина 14,3; ширина 3,89; высота 1,6.Масса в т 1,075; Мощность электродвигателя в кВт 12,5. |
12,5кВт |
12,5кВт |
||
Контроль качества сырья и готовой продукции
Одними из основных этапов технологии изготовления отделочных материалов являются контроль за качеством поступающего сырья, за всеми технологическими операциями, а также контроль уже готовой продукции. Контроль качества исходного сырья заключается в следующем: каждую партию поступающего на завод сырья предприятие-поставщик должно снабжать паспортом, а непосредственно контроль ведет заводская лаборатория, которая проверяет их внешний вид, для каждого вида сырья отбирают пробы, проводят испытания и определяют соответствие показателей свойств с требованиями ГОСТа.
Результаты испытания и анализа лаборатория сообщает в отдел технического контроля, который дает разрешение на передачу сырья в производство или бракует его, т.е. возвращает сырье, обязательно со своими результатами испытаний, предприятию-поставщику.
К задачам контроля за технологическими процессами относят проверку очередности и правильности операции, расход сырьевых материалов и соответствие рецептуры, расход электроэнергии, пара, воздуха, размеров поперечного сечения выпускаемых изделий, их внешний вид и т.д.
Параметры всех технологических процессов задаются заводской лабораторией, контролируются отделом технического контроля, а также цеховыми лабораториями. Все контрольно-измерительные и весовые приборы периодически проверяются в соответствии с правилами.
Качество готовой продукции на соответствие с требованием ГОСТа или ТУ контролирует заводская лаборатория. Для характеристики внешнего вида материала, определения размеров, формы, а также проведения физико-химических и механических испытаний от каждой партии отбирают определенное его количество, затем из отобранной пробы материала в установленном порядке изготавливают требуемое количество образцов и подвергают их всем испытаниям, регламентированных ГОСТом, после чего дают заключение о его качестве.
Результаты испытаний включают в паспорт-документ, который сопровождает каждую партию, отгружаемой заказчику продукции и удовлетворяющий соответствие её требованиям стандарта.
Кроме результатов испытаний в паспорте указывают наименование, адрес предприятия-изготовителя, марку и сорт изделия, основные внешние признаки, массу или количество изделий в партии, дату изготовления и розничную цену.
Техника безопасности и охрана труда при производстве
Как известно, некоторые отделочные материалы, связующие и другие составляющие пластические массы (кроме минеральных наполнителей и пигментов), обладают достаточной токсичностью и пожароопасностью.
Токсичные полимеры могут вызывать заболевания людей, занятых их переработкой. Эти материалы, а также продукты их разложения, которые образуются в процессе производства отделочных материалов, попадая в грунт, воду рек и озер, отравляют природный и животный мир.
Токсичными и горючими является и большинство пластификаторов, вредное воздействие на организм человека оказывают многие отвердители и стабилизаторы. Токсичными и взрывоопасными является большинство растворителей, ацетон, бензол, которые широко применяются в производстве красок и мастик. Заводы, выпускающие полимерные композиционные материалы, характеризуются следующими правилами охраны труда и противопожарной безопасности:
- хранение и транспортирование токсичных сырьевых материалов только в плотно закрываемой таре;
- категорически запрещается пользоваться источниками огня;
- ограждены движущиеся части механизмов и машин, различных производственных емкостей: бункеров, резервуаров и т.д.;
- надежная теплоизоляция установок и агрегатов, работающих при повышенных температурах;
- обеспечение общей вентиляции всех рабочих помещений и в том числе местная у каждой машины и агрегата, при работе которых выделяются вредные вещества;
- заземление всех электродвигателей, пусковых устройств и агрегатов для предотвращения образования статистического электричества и искр;
- размещение в изолируемых помещениях технологических линий, связанных с токсичным выделением веществ и пыли.
Рабочие должны своевременно проходить инструктаж по технике безопасности и противопожарной технике, строго соблюдать правила личной гигиены, кроме того, рабочие снабжаются специальной одеждой и дополнительными средствами защиты. Также, на что следует обратить внимание, рабочие помещения должны быть снабжены материалами для медицинской помощи пострадавшим.
В целях защиты окружающей среды от загрязнения все вентиляционные выбросы и сточные воды, следует обязательно подвергать специальной чистке, которая исключала бы попадание в воздух, грунт и водоемы каких-либо загрязняющих веществ.
Методы оценки качества получаемого изделия
1.1. Внешний вид листовых изделий проверяют визуально.
Неровности поверхности (выпуклости, углубления) измеряют штангенциркулем по ГОСТ 166-80, а измерения других дефектов, в случае необходимости, производят штангенциркулем,
рулеткой по ГОСТ 7502-80 или линейкой по ГОСТ 427-75 с ценой деления не более 1 мм.Сдиры измеряют по прямой в направлении из наибольшей протяженности.
Размеры выщербин измеряют вдоль и поперек изделия. Размеры выщербин в направлении ширины листа с одной торцевой стороны суммируют.
Длину поверхностного разрыва измеряют вдоль образующей волны; ширину - поперек разрыва.
1.2 Внешний вид листовых изделий с поверхностной отделкой (цвет, интенсивность и равномерность окраски, рисунок, характер отделки и др.) проверяют визуально сравнением с утвержденным эталоном на расстоянии 10 м.
1.3. Соответствие маркировки требованиям стандартов или технических условий проверяют визуально.
Маркировку считают соответствующей требованиям, если она включает всю информацию, предусмотренную нормативно-технической документацией на конкретное изделие и при этом исключена возможность оспорить ее содержание.
2. Контроль размеров и формы
2.1. Проведение контроля.
Контроль следует проводить на
столе , длина которого должна быть не менее длины контролируемого изделия, а ширина - превышать ширину изделия не менее чем на 300 мм.При всех измерениях (кроме контроля толщины) и вычислениях среднего арифметического значения получаемые результаты следует округлять до 1 мм, при контроле толщины - до 0,1 мм.
2.1.1. Длину волнистых листов измеряют рулеткой вдоль обоих крайних гребней, длину плоских листов -
рулеткой вдоль обеих продольных сторон на расстоянии 30-50 мм от кромки изделия.
Рис.4.Измерение ширины волнистых листов.
2.1.2. Ширину волнистых листов измеряют
рулеткой у обеих торцевых кромок на расстоянии 30-50 мм от кромки (рис.4), для чего используют металлические упоры (рис.5), ширину плоских листов - рулеткой по обеим поперечным сторонам изделия на расстоянии 30-50 мм от кромки. Всего на каждом изделии проводят два измерения.Каждое измерение должно быть в пределах допускаемых отклонений.

Рис.5. Металлические упоры для измерения ширины волнистых листов.
2.1.3. Толщину измеряют штангенциркулем, толщиномером или стенкомером посередине каждой из четырех сторон. Место измерения может быть смещено от середины стороны изделия не более чем на 50 мм.
За толщину изделия принимают среднее арифметическое значение результатов четырех измерений.
2.1.4. Высоту рядовой волны измеряют штангенциркулем типа ШЦ-1 или штангенглубиномером с использованием металлической накладки (рис.6), где
- шаг волны. Схема измерения - в соответствии с рис.7.
Рис.6.Металлическая накладка для измерения высоты рядовой волны.

1 - накладка; 2 - лист
Рис.7.Схема измерения высоты рядовой волны.
Накладку помещают на два соседних гребня волн, кроме крайних (перекрывающей и перекрываемой), и штангенциркулем путем выдвижения линейки для измерения глубины или штангенглубиномером измеряют расстояние от низшей точки впадины волны до верхней грани накладки (
).Измерение высоты каждой волны производят два раза - по одному у каждого из торцов на расстоянии 50-100 мм от кромки.
За высоту рядовой волны
принимают разность между средним арифметическим значением результатов двух измерений и толщиной накладки.При измерении высоты перекрывающей (перекрываемой) волны используют те же средства контроля, что и при измерении высоты рядовой волны.
Изделие сдвигают в продольном направлении за край
стола . Снизу к нему прижимают накладку в соответствии с (рис.8), штангенциркулем путем выдвижения линейки для измерения глубины или штангенглубиномером измеряют расстояние от нижней грани накладки до высшей точки нелицевой поверхности изделия ().Измерение высоты перекрывающей (перекрываемой) волны производят два раза - по одному у каждого из торцов изделия.
За высоту перекрывающей (перекрываемой) волны
принимают разность между средним арифметическим значением двух измерений и толщиной накладки.
1 - накладка; 2 - лист
Рис.8.Измерение высоты волны.
Допускается при определении высоты волны применять вместо накладки линейку, которую при измерении следует прикладывать ребром к поверхности изделия.
В этом случае из среднего арифметического значения результатов двух измерений вычитают ширину линейки.
3. Определение несущей способности волнистых листов
3.1. Сущность метода заключается в разрушении волнистого листа нагрузкой, прикладываемой посередине пролета по однопролетной схеме.
3.2. Проведение испытаний
Листы кладут на опоры лицевой поверхностью вверх. Нагрузку на лист передают через планку.
Между опорами и листом, а также между планкой и листом помещают мягкие прокладки (из войлока, сукна и т.п.) толщиной от 5 до 10 мм.
Лист доводят до разрушения и измеряют разрушающую нагрузку.
3.3. Обработка результатов
Несущую способность асбестоцементного волнистого листа (
) вычисляют в килоньютонах на метр (килограммах силы на метр) по формулегде: F
B - ширина листа, м.
Результат вычисления округляют до 0,01 кН/м (1кгс/м).
4. Определение прочности волнистых листов испытательной планочной нагрузкой
4.1. Сущность метода заключается в создании изгибающих напряжений в испытываемом волнистом листе путем повышения нагрузки до нормативного уровня.
4.2. Проведение испытаний
Лист кладут на опоры лицевой поверхностью вверх.
Каждый испытываемый лист должен выдержать нормативную нагрузку без признаков разрушения.
5. Определение прочности при сосредоточенной нагрузке от штампа
5.1. Сущность метода заключается в испытании на изгиб целых волнистых листов без разрушения путем приложения заданной нормативной нагрузки к определенному участку листа при помощи штампа по одно- или двухпролетной схеме.
5.2. Проведение испытаний
Листы испытывают по одной из схем в соответствии с рис.9.

Рис.9.Схема определения прочности.
Схема испытаний и расстояние между опорами (
) приведены в нормативно-технической документации на конкретные изделия.Лист кладут на опоры лицевой поверхностью в сторону приложения нагрузки.
Нагрузку передают через штамп, приложенный посередине пролета ко второму гребню волны, считая первым гребень перекрываемой волны.
Нагрузку доводят до нормативной, выдерживают лист под этой нагрузкой не менее 5 с, после чего нагрузку снимают.
Каждый испытанный лист должен выдерживать нормативную нагрузку без признаков разрушения.
6. Определение плотности
6.1. Метод заключается в определении массы сухого образца и его объема.
6.2. Проведение испытаний
сушки образцов;
охлаждения образцов;
взвешивания высушенных образцов на воздухе;
насыщения образцов водой;
взвешивания насыщенных водой образцов;
взвешивания насыщенных водой образцов в воде;
Результаты всех взвешиваний округляют до 0,1 г.
Образцы для сушки помещают на полки сушильного шкафа плашмя в один ряд на расстоянии не менее 3 мм между образцами в ряду и от стенок шкафа.
Образцы сушат при температуре (105-110) °С не менее 24 ч, если толщина их не превышает 15 мм, и не менее 48 ч при толщине более 15 мм.
Допускается сушка образцов на электроплитке. На одной плитке следует
сушить одновременно не более шести образцов, располагая их плашмя в один ряд.Продолжительность сушки при толщине образцов до 15 мм включительно должна быть не менее 30 мин, при толщине более 15 мм - не менее 60 мин.
Охлаждение образцов должно проводиться в эксикаторе.
После охлаждения высушенные образцы взвешивают.
Высушенные образцы помещают в воду не менее чем на 30 мин, при этом уровень воды должен быть выше образцов не менее чем на 30 мм.
Перед взвешиванием насыщенных водой образцов с каждого образца мягкой тканью удаляют имеющиеся на его поверхности капли воды.
Затем эти образцы взвешивают погруженными в воду на лабораторных весах с приспособлением для гидростатического взвешивания.
При взвешивании образец должен быть полностью погружен в воду и не должен касаться стенок сосуда.
6.3. Обработка результатов
Плотность () в граммах на кубический сантиметр вычисляют по формуле
![]()
За значение плотности изделий партии принимают среднее арифметические результатов испытаний всех образцов партии.
7. Определение водопоглощения
7.1. Сущность метода заключается в определении масс образца изделия в высушенном и водонасыщенном состояниях с последующим их сравнением.
7.2. Проведение испытаний
Испытание состоит из следующих операций:
сушки образцов;
охлаждения образцов;
взвешивания высушенных образцов;
насыщения образцов водой;
взвешивания насыщенных водой образцов
При контроле качества продукции предприятием-изготовителем допускается насыщение образцов в кипящей воде или методом вакуумирования.
При насыщении в кипящей воде образцы помещают в сосуд, заполненный водой и снабженный решеткой для обеспечения свободной циркуляции воды между образцами и дном сосуда.
Воду нагревают до кипения и выдерживают образцы в кипящей воде не менее 3 ч, после чего их охлаждают в той же воде до температуры помещения.
При насыщении вакуумированием образцы помещают в камеру, из которой откачивают воздух. Остаточное давление в камере не должно быть более 2 кПа (15 мм рт. ст.). При этом давлении образцы выдерживают не менее 5 мин, после чего в камеру подают воду. Уровень воды должен быть выше образцов не менее чем на 30 мм. Насыщение образцов в условиях разрежения должно продолжаться не менее 5 мин.
После снятия разрежения до взвешивания образцы должны находиться в воде.
После насыщения образцы взвешивают на лабораторных весах. Перед взвешиванием с каждого образца мягкой тканью следует удалить имеющиеся на его поверхности капли воды.
Взвешивание каждого образца должно быть закончено не позднее чем через 5 мин после извлечения его из воды.
7.3. Обработка результатов
Водопоглощение () в процентах вычисляют по формуле
![]()
Результат вычисления округляют до 1%.
За водопоглощение партии изделий принимают среднее арифметическое значение результатов испытаний всех образцов партии.
8. Определение водонепроницаемости
8.1. Сущность метода заключается в одностороннем воздействии воды на участок испытываемого изделия в течение определенного времени.

Рис.10.Схема определения водонепроницаемости.
При проведении испытания любым из указанных способов по истечении 24 ч осматривают обратную (нелицевую) поверхность изделия (образца) и устанавливают наличие или отсутствие на ней капель воды.
9. Определение морозостойкости
9.1. Сущность метода заключается в многократном попеременном замораживании и оттаивании насыщенных водой образцов.
9.2. Проведение испытаний
Образцы, предназначенные для испытания на морозостойкость, помещают в кассеты и все перемещения образцов производят только в кассетах.
Кассеты с образцами погружают не менее чем на 48 ч в емкость с водой так, чтобы уровень воды был выше образцов не менее чем на 30 мм.
После насыщения водой проводят попеременное замораживание и оттаивание образцов по следующему циклу:
1) замораживание - не менее 4 ч при температуре не выше минус 15 °С;
2) оттаивание - не менее 4 ч в воде при температуре не ниже плюс 10 °С.
Число циклов устанавливают в стандартах или технических условиях на конкретное изделие.
После проведения установленного числа циклов попеременного замораживания и оттаивания тщательно осматривают образцы и устанавливают наличие расслоений или других повреждений, сравнивая испытанные образцы с контрольными.
Затем эти и контрольные образцы насыщают водой не менее 48 ч и испытывают на прочность при изгибе в соответствии с п.4.4.
За предел прочности при изгибе образцов, подвергшихся замораживанию и оттаиванию, принимают среднее арифметическое значение результатов испытаний всех образцов.
За предел прочности при изгибе контрольных образцов принимают среднее арифметическое значение результатов испытаний всех образцов.
9.3. Обработка результатов
Остаточную прочность в процентах вычисляют как отношение предела прочности при изгибе образцов, подвергшихся замораживанию, к пределу прочности при изгибе контрольных образцов.
Список используемой литературы
1. Пахаренко В. А., Яковлева Р. А., Пахаренко А. В. «Переработка полимерных композиционных материалов» - К. : Издательская компания «Волна», 2006 552 с.
2. Почапский Н. Ф. «Технология строительных изделий из полимеров» - Киев Донецк: Высшая школа, 1979 216 с.
3. Воробьев В. А. «Технология строительных материалов и изделий на основе пластмасс» - М.: Высшая школа, 1974 -472 с.
4. Рыбьев И. А. « Строительное материаловеденье» - М.: Высшая школа, 2002 701 с.
5. Сапожников М. Я., Дроздов Н. Е. «Справочник по оборудованию заводов строительных материалов М.: Издательство лит. по строит., 1970 487 с.
6. Воробьев В. А., Андрианов Р. А. «Технология полимеров»,Учебник для вузов: - 2-е изд. перераб. М.: Высшая школа, 1980 303 с.
7. Новиков В. У. «Полимерные материалы для строительства» - М.: Высшая школа, 1995 448 с.
8. Материаловедение. Отделочные строительные работы: Учебник для нач. проф. образования, В. А. Смирнов, Б. А. Ефимов, О. В. Кульков и др. М.: ПрофОбрИздат, 2002 288 с.
Другие похожие работы, которые могут вас заинтересовать.вшм> |
|||
| 15205. | Измерение толщины горячекатаных листов на стене 5000 ЛПЦ-9 | 221.64 KB | |
| Широкий сортамент прокатываемой продукции, большие скорости прокатных станов, высокие температуры прокатываемого металла, а также сильные вибрации, ударные нагрузки, повышенная влажность и т. д. предъявляют высокие требования к приборам для измерения геометрических размеров проката. | |||
| 20226. | ОЦЕНКА ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ИНВЕСТИЦИОННОГО ПРОЕКТА «УСТАНОВКА АВТОМАТИЧЕСКОГО КОМПЛЕКСА ДЛЯ ЗАВИВКИ РЕССОРНЫХ ЛИСТОВ» | 3.23 MB | |
| Для достижения поставленной цели необходимо решить следующие задачи: провести исторический анализ развития предприятия; проанализировать структуру управления предприятием; провести анализ финансового состояния; рассчитать показатели экономической эффективности инвестиционного проекта. В 1930 году решением правительства СССР определяется основное направление развития ЧМЗ: ванадиевый передел... | |||
| 12019. | Создание высокотехнологичного центра по производству CVD-ZnSe | 17.55 KB | |
| Селенид цинка полученный методом химического осаждения из газовой фазы CVDZnSe используется для изготовления оптических элементов применяемых в лазерах ИК диапазона системах формирования изображения радиометрии дальнометрии системах обнаружения и оповещения об опасности оптических следящих системах. В связи с военными применениями ИК материалов на основе селенида цинка реализация предлагаемой технологии на территории России является серьезным конкурентным преимуществом. Экологические преимущества производства основаны на переработке... | |||
| 15567. | Проект завода по производству железобетонных труб мощностью 15 тыс. м3/год | 505.09 KB | |
| Изданы единые каталоги бетонных и железобетонных изделий для промышленного и жилищно-гражданского строительства. Для изготовления труб применяют в основном три типа центрифуг: роликовые осевые или шпиндельные и ременные. Роликовые центрифуги могут быть одноместными предназначенными для одновременной установки только одной формы и многоместными. Безнапорные бетонные или железобетонные трубы предназначены для сооружения безнапорных трубопроводов в которых жидкость движется самотеком не заполняя все сечение трубы. | |||
| 14004. | Проведение оценки стоимости недвижимости предприятия по производству линолеума | 121.29 KB | |
| Переход к рыночной экономике в нашей стране привел к появлению новой профессии, утвержденной Министерством труда Российской Федерации, - оценщик. В соответствии с растущими потребностями в новом виде услуг разрабатываются законодательные и методические основы новой области экономики - оценки собственности... | |||
| 753. | Проект цеха по производству колбас полукопченых «Краковской» и «Украинской» | 82.03 KB | |
| В зависимости от применяемого сырья колбасы подразделяют на высший 1 и 2 сорта. Расположение зданий сооружений и устройств на территории предприятий должно обеспечивать возможность транспортировки без пересечения путей перевозки: а сырья и готовой продукции; б здорового скота направленного после ветеринарного осмотра на предубойное содержание с путями больного или подозрительного по заболеванию скота направляемого на карантин изолятор или санитарную бойню; в пищевой продукции со скотом навозом отходами производства. ... | |||
| 5663. | Бизнес-план по производству евровагонки класса качества «Экстра» | 1.26 MB | |
| Оценка риска. Согласно закону №14ФЗ под обществом с ограниченной ответственностью понимается коммерческая организация учредителем которой выступает одно или несколько физических и или юридических лиц которые несут ответственность по обязательствам общества и риск убытков в пределах только внесенных ими вкладов. Оценка риска. Понятие риска его оценка прогнозирование и даже управление им сложная область для исследования. | |||
| 12198. | Проектирования завода по производству керамзита, произ. 11000 тонна в год | 67.22 KB | |
| Самой высокой оценки заслуживает деятельность коммерческих банков по финансовому оздоровлению предприятий-банкротов, переданных за долги на баланс банков. Внедренный механизм предусматривает восстановление производственной деятельности на предприятиях-банкротах, дополнительное инвестирование со стороны банков в модернизацию... | |||
| 5431. | Рассчет технико – экономических показателей швейного цеха по производству женского | 61.37 KB | |
| Требования к качеству швейных изделий изложены в стандартах и технических условиях, являющихся основными нормативно-техническими документами, согласно которым осуществляется государственный и ведомственный контроль качества продукции. | |||
| 15314. | Обоснование эффективности и целесообразности осуществления инвестиционного проекта по производству программатора | 186.99 KB | |
| Инвестиции являются необходимым компонентом и движущей силой эффективного функционирования современной рыночной экономики. Под инвестициями понимаются экономические ресурсы, направленные на увеличение реального капитала общества. Чем сложнее ситуация в стране, тем в большей степени опыт и интуиция инвестора должны опираться на результаты экспертной оценки инвестиционного климата. Инвестиционный климат – это обобщенная характеристика совокупности социальных | |||
Касса