Производственная структура предприятия
Конкретное выражение организация производства, организация отдельной отрасли промышленности находят, прежде всего, в их структуре.
Структура производства представляет собой соотношение между различными ступенями и звеньями производства, но формам их связи, в их общем объеме. Различают две взаимодополняющие друг друга подструктуры: организационную и производственную, характеризующие с разных позиций основной объект организаций производства. Каждая подструктура в организации производства выступает как самостоятельный элемент по отношению к другой структуре.
Производственная структура представляет собой состав и мощность производственных предприятий, входящих в единое производственное отделение, их соотношение и формы взаимосвязи на каждой ступени (уровне) организации производства.
Организационная структура предназначена для определения состава и соотношения различных уровней в организации производства, а также формы этой организации.
При выборе формы организации производства следует учитывать особенности деятельности предприятия в условиях рынка и ориентироваться на стабилизацию занятости работников.
На уровне предприятия производственная структура - это совокупность подразделений, входящих в данное производственное звено, обеспечивающих преобразование исходного материала в готовый продукт, отвечающий всем основным требованиям, предъявляемым его качеству.
Применительно к объединению, под производственной структурой следует понимать состав входящих в него предприятий, заводов, производственных единиц и организаций. Применительно к предприятию производственная структура - это состав его цехов и служб, обслуживающих хозяйств, к цеху - состав участков.
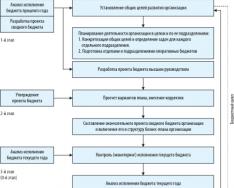
Рис.1. Общая структура предприятия.
Основным структурным подразделением предприятия и производственной единицы является цех. Цех - это организационно-обособленное подразделение предприятии, состоящее из ряда производственных участников и обслуживающих звеньев. Цех выполняет определенные ограниченные производственные функции, обусловленные характером кооперации труда внутри предприятия. В цехах предприятия изготавливается продукция или выполняется определенная стадия производства, в результате которой создаются полуфабрикаты, используемые на данном предприятии.
На большинстве промышленных предприятий цех является их основной структурной единицей. Часть мелких и средних предприятий может быть построена по бесцеховой структуре. В этом случае предприятие делится непосредственно на производственные участки. Некоторые наиболее крупные предприятия в организационно-административном отношении строятся по корпусной системе на основе объединения под единым руководством ряда цехов и хозяйств.
В зависимости от перерабатываемого сырья, характера производственных процессов различают основные, вспомогательные и побочные цехи. К цехам основного производства относятся цехи, в которых выполняются основные процессы производства, или их часть, то есть, они непосредственно связаны с изготовлением основной продукции предприятии и предназначены для выработки продукции, определяющей назначение предприятия заготовительные (литейные, кузнечно-прессовые и др.); обрабатывающие (механической обработки деталей, холодной штамповки, термические и др.); сборочные (узловой сборки; генеральной сборки, монтажные, регулировочно-настроечные и др.) цехи.
Каждый цех основного производства может включать один или несколько полностью законченных процессов изготовления продукции или объединять частичные процессы и операции, составляющие одну или ряд стадий производства продукта.
Вспомогательные цеха - это цеха, которые способствуют выпуску основной продукции, создавая условия для нормальной работы основных цехов: оснащают их инструментом и приспособлениями, обеспечивают запасными частями для ремонта оборудования и проводят плановые ремонты, обеспечивают энергетическими ресурсами. Важнейшими из этих цехов являются инструментальные, ремонтно-механические, ремонтно-энергетические, ремонтно-строительные, модельные, штамповые и др.
Кроме того, во вспомогательных цехах вырабатывается продукция, потребляемая основными цехами предприятия. К таким цехам относятся цеха по постройке, производству тары, электроэнергии и т.д.
Число вспомогательных цехов и их размеры зависят от масштаба производства и состава основных цехов
Следует отметить, что деление цехов на основные и вспомогательные обусловлено назначением предприятия. Так, например, на отдельных предприятиях и заводах энергетические цехи и участки относятся к вспомогательным, а на энерговырабатывающих предприятиях эти цехи и участки являются основными.
Побочные цехи - это такие, в которых изготавливается продукция из отходов сырья и материалов основного и вспомогательного производства, либо осуществляется восстановление использованных вспомогательных материалов для нужд производства. Например, цех производства товаров широкого потребления, цех регенерации масел, обтирочных материалов.
Побочные цеха, как правило, есть только на крупных предприятиях. На средних и небольших предприятиях соответствующие подразделения считаются отделениями или производственными участками основных цехов.
Подсобные цеха - это цеха, осуществляющие подготовку основных материалов для основных цехов, а также изготовляющие тару для упаковки продукции.
Обслуживающие хозяйства предприятия продукции не производят, а выполняют работы по предоставлению услуг основным и вспомогательным цехам. К обслуживающим хозяйствам производственного назначения относятся: складское хозяйство, транспортное хозяйство, санитарно-техническое хозяйство, объединяющие водопроводные, канализационные, вентиляционные и отопительные устройства; центральная заводская лаборатория, состоящая из лабораторий механической, химической, рентгеновской и др.; телефонная, радиосвязь и другие виды связи, службы чистоты и озеленения и др.
В производственной структуре предприятия важную роль играют конструкторские и технологические подразделения и научно-исследовательские лаборатории. В них выполняются исследовательские, опытно-конструкторские работы, разрабатываются технологические процессы, проводятся экспериментальные работы, осуществляется доводка изделий до готовности по технико-экономическим показателям или требованиям стандартов
В производственную структуру предприятия входят также органы управления производством и подразделения по обслуживанию работников (учебные заведения по повышению квалификации и профессиональному обучению, столовые, медицинские учреждения и др.).
На предприятиях наряду с производственной структурой различают общую структуру. Общая структура предприятия включает в себя, кроме производственных цехов и обслуживающих хозяйств производственного назначения, также различные общезаводские службы, хозяйства и предприятия, связанные с капитальным строительством, охраной окружающей среды и культурно-бытовым обслуживанием работников. Например, к ним относятся: подсобное хозяйство, жилищно-коммунальное хозяйство, столовые, профилактории, детские сады, ясли, медицинские учреждения, клубы, и т. п.
Формирование производственной структуры происходит при создании предприятия, а также в результате непрерывно осуществляемого на нем в последующем процесса организации. Производственная структура производственного объединения (предприятия) в значительной мере влияет на формы построения производственного процесса во времени и пространстве, на структуру органов управления производством.
Выбор того или иного варианте производственной структуры зависит от большего числа факторов, основными из них являются следующие:
- Размер и масштабы производства на предприятии.
- Технологические и продуктивные особенности производимой продукции.
Конструктивные особенности производимой продукции и технологические методы ее изготовления во многом предопределяют состав и характер производственных процессов, видовой состав технологического оборудования, профессиональный состав рабочих, что в свою очередь, обусловливает состав цехов и других производственных подразделений,
а, следовательно, и производственную структуру предприятия.
- Объемы выпуска по каждому виду продукции.
Объем выпуска продукции влияет на дифференциацию производственной структуры, на сложность внутрипроизводственных связей между ними. Чем больше объем выпуска продукции. Тем, как правило, крупнее цехи предприятия и уже их специализация. Так, на крупных предприятиях в пределах каждой стадии производства может быть создано по несколько цехов.
4) Номенклатура и ассортимент выпускаемой продукции.
Именно от данного фактора зависит, должны ли цехи и участники быть приспособлены для производства строго определенной продукции или более разнообразной. Чем тире номенклатура и ассортимент выпускаемой продукции, тем сложнее структура предприятия.
5) Формы специализации подразделений предприятия.
Определяют конкретный состав технологически и предметно специализированных цехов, участков предприятия, их размещение и производственные связи между ними. Что является важнейшим фактором формирования производственной структуры
6) Формы кооперирования с другими предприятиями по выпуску конкретных видов продукции.
Экономически целесообразные формы кооперирования позволяют реализовывать часть производственных процессов вне данного предприятия и соответственно не создавать на предприятии часть тех или иных цехов и участков или обслуживающих хозяйств.
7) Нормативы численности и управляемости производственных подразделений.
Данные показатели определяются количеством рабочих, занятых в цехах и на участках и существенно влияют на размеры предприятий, и, соответственно на производственные структуры.
Производственная структура предприятия изменяется на протяжении длительного времени, она динамична, так как, на предприятиях происходят процессы: развития техники и технологии, углубления общественного разделения труда, повышения уровня организации производства, развития специализации и кооперирования, соединения науки и производства.
Структура предприятия должна обеспечивать наиболее правильное сочетание во времени и в пространстве всех звеньев производственного процесса.
Важным фактором, воздействующим на производственную структуру, является размер и масштабы производственной деятельности предприятия и его цехов. На крупных предприятиях в более широких масштабах внедряется новая высокопроизводительная техника, постоянно совершенствуется технология.
Совершенствование производственной структуры предполагает:
- укрупнение предприятий и цехов;
- соблюдение рационального соотношения между основными, вспомогательными и обслуживающими цехами и участками;
- рационализацию планировки предприятия и размещения цехов и участков с учетом характера технологического процесса;
- обеспечение необходимого уровня специализации и кооперирования производства;
- расположение производственных подразделений последовательно по ходу технологического процесса: склады - сырья, материалов и полуфабрикатов; цехи и участки - заготовительные, обрабатывающие, сборочные, склады готовой продукции, где производятся доукомплектование изделий съемным оборудованием, запасными частями, консервация, упаковка, погрузка и отправка продукции потребителю;
Компактность расположения предприятия, рациональная плотность застройки территории предприятия и многоэтажная застройка, соблюдение рационального расстояния между корпусами, цехами, производственными участками и складами;
Сокращение транспортных коммуникаций как внутри предприятия, так и вне его.
К числу основных факторов развития производственной структуры предприятия относятся:
- регулярное изучение достижений в области проектирования и развития производственной структуры с целью мобильности и адаптивности структуры предприятий к новым достижениям в этой области и к новой продукции;
- оптимизация качества и размеров производственных подразделений предприятия;
- обеспечение рационального соотношения между основными и обслуживающими подразделениями;
- рациональная планировка подразделений и генерального плана предприятия;
- повышение уровня автоматизации производства;
- обеспечение соответствия компонентов производственной структуры предприятия по принципу пропорциональности по производственной мощности, прогрессивности технологических процессов, уровня автоматизации, квалификации кадров и других параметров; обеспечение соответствия структуры принципу прямоточности технологических процессов, с целью сокращения длительности прохождения предметов труда;
- обеспечение соответствия уровня качества процессов в системе (производственная структура предприятия) уровня качества и «входа» системы. Тогда и качество «выхода» системы будет высоким;
- создание внутри крупного предприятия юридически самостоятельных мелких организаций с предметной или технологической специализацией производства;
- сокращение нормативного срока службы основных фондов;
- соблюдение графиков планово-предупредительного ремонта основных производственных фондов предприятия, сокращение продолжительности проводимых ремонтов и повышение их качества, современное обновление фондов.
Виды производственных структур предприятия.
Все многообразие производственных структур предприятия можно объединить на отдельные виды в зависимости от характера производственной деятельности предприятия и организации производственного процесса. Различают три основных вида производственной структуры предприятий: технологическую, предметную, предметно-технологическую. Соответственно различают и основные формы специализации основных цехов предприятий, в зависимости от стадий, в которых происходят производственные процессы: заготовительная, обрабатывающая и сборочная. Соответственно специализация принимает следующие формы: технологическую, предметную, предметно-технологическую,
1. Технологическая структура предполагает четкую технологическую обособленность отдельных видов производств. При такой структуре в цехах выполняется определенная часть технологического процесса, состоящая из нескольких однотипных операций при широкой номенклатуре обрабатываемых деталей. При этом в цехах устанавливается однотипное оборудование, а иногда даже близкое по габаритам. Например, литейное производство, кузнечно-штамповочное, механическое. Здесь производство построено по принципу технологической специализации, когда каждый участок выполняет технологические операции определенного вида (см. рис. 2).
|
Сборочный цех |
Рис. 2. Схема формирования цехов по технологическому принципу.
Данный вид производственной структуры предприятия имеет определенные преимущества и недостатки. К числу основных преимуществ относятся:
- облегчается техническое руководство процессом производства за счет небольшого разнообразия операций и оборудования;
- создаются более широкие возможности для регулирования загрузки оборудования, организации обмена опытом, применения рациональных технологических методов производства;
- обеспечивается большая гибкость производства при освоении выпуска новых изделий и расширении изготавливаемой номенклатуры без существенного изменения уже применяемого оборудования и технологических процессов.
Недостатками структуры являются:
- нарушается принцип прямоточности, затрудняется согласование работы цехов, в связи с удлинением маршрутов движения предметов труда в заготовительных и обрабатывающих цехах;
- удлиняется производственный цикл, увеличивается объем незавершенного производства;
- усложняется и удорожает внутризаводское кооперирование;
- ограничивается ответственность руководителей подразделений за выполнение только определенной части производственного процесса.
По технологическому принципу формируются в основном цехи на предприятиях единичного и мелкосерийного производства, выпускающие разнообразную и неустойчивую номенклатуру изделий.
Рис. 3. Схема формирования цехов по предметному принципу
специализации.
Предметная структура предполагает специализацию основных цехов предприятия и их участков на изготовлении каждым из них определенного закрепленного за ним изделия или его части (узла, агрегата) или определенной группы деталей. Предметная структура характерна для заводов узкой предметной специализации (см. рис. 3). Например, на автомобильном заводе могут быть цехи по изготовлению двигателей, шасси, коробок передач, кузовов; на станкостроительном заводе - цехи по выпуску станин, шпинделей, валов, корпусных деталей.
Для цехов с предметной формой специализации характерны разнообразное оборудование и оснастка, но узкая номенклатура деталей или изделий. Оборудование подбирается в соответствии с технологическим процессом и располагается в зависимости от последовательности выполняемых операций, го есть используется принцип прямоточности. Такое формирование цехов характерно для предприятий серийного и массового производства.
Предметная структура позволяет организовать конвейерное производство, расставить оборудование по ходу технологического процесса, применить высокопроизводительное оборудование и компьютерную технологию, которые способствуют сокращению пути движения деталей, упрощают и удешевляют межцеховую транспортировку продукции, способствуют сокращению длительности, производственного цикла.
Предметная форма специализации цехов, также как и технологическая, имеет свои преимущества и недостатки.
Основные преимущества:
- простое согласование работы цехов, так как все операции по изготовлению конкретного изделия сосредоточены в одном цехе; ,
- устойчивая повторяемость производственного процесса;
- повышение ответственности руководителя цеха за выпуск продукции в установленные сроки, требуемого качества и количества;
- упрощение оперативно-производственного планирования;
- сокращение производственного цикла;
- уменьшение числа и разнообразия маршрутов движения предметов труда;
- сокращение потерь времени на переналадку оборудования, уменьшение меж операционного времени;
- создание условий, благоприятных для внедрения поточных методов производства, комплексной механизации и автоматизации производственных процессов.
Данные преимущества приводят на практике к повышению производительности труда рабочих и ритмичности производства, к снижению себестоимости продукции, росту прибыли и рентабельности и к улучшению других технико-экономических показателей. Однако имеются и существенные недостатки, к числу которых относятся:
- ограниченная номенклатура выпускаемой продукции;
- узкая предметная специализация цехов, не в состоянии выпускать требуемую номенклатуру изделий без дорогостоящей их реконструкции;
- выпуск ограниченной номенклатуры предметов труда целесообразно применять только в случае больших объемов их выпуска.
Технологическая и предметная структура на предприятии в чистом виде используется довольно редко. Чаще всего на многих предприятиях применяют смешанную структуру.
Предметно-технологическая (смешанная) структура характеризуется наличием на одном предприятии основных цехов, организованных и по предметному, и по технологическому принципу. Например, на машиностроительных предприятиях одновременно организуются заготовительные цехи (литейные, кузнечные, прессовые), построенные по технологическому принципу, и сборочные цехи, построенные по предметному принципу
Производственная структура цеха предприятия
Производственный участок представляет собой структурную единицу цеха, которая выделяется в отдельную административную единицу цеха.
Первичным структурным элементом участка является рабочее место. Рабочее место закрепляется за одним рабочим или за бригадой рабочих. Под рабочее место на предприятии выделяется часть производственной площади с находящимися на ней орудиями труда и другими средствами труда, в том числе с инструментами, приспособлениями, устройствами соответственно характеру работ, выполняемых на данном рабочем месте.
В основу формирования производственных участков положена технологическая или предметная форма специализации. Производственные участки делятся на две основные группы: основные и вспомогательные. Основные производственные участки создаются по технологическому или предметному принципу.
На участках, организованных по технологическому принципу (или по принципу технологической специализации), выполняются операции определенного вида. Например, в литейном цехе могут быть организованы участки по следующим технологическим направлениям: изготовление стержней, литейных форм, обработка готового литья; в кузнечном цехе могут быть созданы участки по изготовлению кованых заготовок на молотах и прессах, производству термической обработки; в механическом цехе - участки: токарный, револьверный, фрезерный; в сборочном - участки: узловой и окончательной сборки изделий, испытаний их частей и систем, контрольно-испытательный, окраски.
На участках, организованных по принципу предметной специализации, выполняются не отдельные виды операций, а технологические процессы в целом. В итоге на таком участке осуществляется выпуск готовой продукции.
При предметной форме специализации цех разбивается на предметно-замкнутые участки, каждый из которых специализирован на выпуске относительно узкой номенклатуры изделий, имеющих схожие технологические признаки, и реализует законченный цикл их изготовления. Оборудование на этих участках располагается соответственно реализации принципа прямоточности движения закрепленных за участком деталей.
Различают три вида предметно-замкнутых участков:
- по производству конструктивно и технологически однородных деталей (например: участки валиков, втулок, фланцев, шестерен и т. п.);
- по производству разнородных деталей, весь технологический процесс изготовления которых состоит из однородных операций и одинакового маршрута (например, участок круглых деталей, участок плоских деталей и т. п.);
- по производству всех деталей узла, подузла мелкой сборочной единицы или всего изделия (применяется некомплектная система оперативного учета, в которой за учетную единицу принимается узловой комплект).
Организация предметно-замкнутых участков обуславливает почти полное отсутствие производственных связей между участками, обеспечивает экономическую целесообразность использования высокопроизводительного специализированного оборудования, позволяет получить минимальную продолжительность производственного цикла изготовления деталей, упрощает управление производством внутри цеха.
Преимущества и недостатки технологической и предметной формы специализации такие же, как при формировании цехов в соответствии с этой формой специализации.
В тех случаях, когда за рабочим местом закрепляется выполнение определенного вида работ с любыми деталями, оборудование и рабочие места, участки располагаются по групповому признаку.
Участок с групповым сочетанием рабочих мест объединяет однородное оборудование и рабочие места, на которых выполняются технологически однородные операции.
При групповом расположении оборудования и рабочих мест упрощается техническое руководство и обслуживание оборудования, а также обеспечивается быстрая смена номенклатуры выпускаемой продукции без перестановки оборудования.
Вместе с тем существенными недостатками этого способа являются: усложнение путей прохождения деталей в процессе производства, удлинение производственного цикла, рост затрат на внутрипроизводственную транспортировку деталей, усложнение оперативного планирования производства.
Для осуществления производственных процессов создаются предметно-замкнутые участки, охватывающие различные рабочие места. В зависимости от уровня специализации рабочих мест различают несколько способов их предметного сочетания: предметно-групповой, предметно-цепной и предметно-поточный.
Предметно-групповой способ сочетания рабочих мест на участке предполагает объединение различных групп однородного оборудования, необходимых для законченного цикла обработки деталей, которые последовательно обрабатываются партиями на нескольких станках. Этот способ используется при обработке однородных по типу деталей с весьма коротким производственным циклом и технологическим процессом, состоящим из небольшого числа операций.
Предметно-групповые участки устраняют недостатки группового сочетания рабочих мест и одновременно в условиях серийного производства сохраняют его преимущество - не требуют перегруппировки рабочих мест при изменении номенклатуры обрабатываемых деталей.
Предметно-цепной способ группировки рабочих мест основан на размещении оборудования по ходу технологического процесса изготовления основных, ведущих деталей - по цепочке. При таком расположении оборудования в качестве ведущих деталей выбирают наиболее трудоемкие или унифицированные. Прочие детали, обрабатываемые на участке, могут иметь при общности технологического процесса с ведущими деталями некоторые отличия в последовательности операций, а следовательно, и некоторые возвратные движения в процессе их обработки. Однако основная группа деталей участка передается со станка на станок в порядке расположения оборудования. Формы сочетания рабочих мест на основе этого способа могут быть различными.
Предметно-поточная группировка характеризуется расположением рабочих мест по ходу технологического процесса обрабатываемой детали или собираемого изделия, причем количество рабочих мест на каждой операции рассчитано таким образом, чтобы их производительность была по возможности строго согласована. Такая группировка применяется для изготовления деталей, а также сборки изделий одного либо нескольких типоразмеров. В зависимости от степени согласования производительности рабочих мест и непрерывности работы существует несколько вариантов предметно-поточной группировки, в том числе два основных - прямоточные и непрерывно-поточные линии.
Наиболее распространенным способом размещения оборудования является линейный (рис.4).
Поиску рациональных способов размещения оборудования большое внимание уделяется за рубежом. На предприятиях фирмы «Тойота» для усиления регулирования объемов выпуска продукции путем упорядочения и перераспределения рабочей силы станочное оборудование располагается в виде U-образных линий (рис.5).
Рис. 4. Линейное размещение оборудования.
При таком расположении оборудования исходная и завершающая операции производственной линии расположены в одном месте или рядом друг с другом. Очередная заготовка может поступать на вход производственного участка, когда соответствующее готовое изделие покидает его через выход. Поскольку эти операции осуществляются одним и тем же рабочим, количество изделий в незавершенном производстве можно поддерживать на постоянном уровне. В то же время, имея на каждом станке задел, легко обнаружить несинхронизированные между рабочими операции, что побуждает совершенствовать производственный процесс.
Рис. 5. U-образное размещение оборудования.
Важной частью производственной структуры цеха является состав вспомогательных и обслуживающих подразделений. К ним относятся: участок ремонта оборудования и технологической оснастки, участок централизованной заточки инструмента. Эти участки разгружают вспомогательные цехи (ремонтно-механический, инструментальный и др.) от выполнения мелких заказов и срочных работ.
Вспомогательные производственные участки организуются по тем же принципам, что и основные производственные участки. К вспомогательным, относятся участки по текущему ремонту и обслуживанию металлообрабатывающего и энергетического оборудования; инструментально-раздаточный участок; участок транспортного обеспечения, участок по ремонту и поддержанию в рабочем состоянии технологического оснащения предприятия. При централизованной системе организации обслуживания и текущего ремонта на предприятии вспомогательные участки в цехах не создаются.
В состав обслуживающих структурных подразделений цехов основного производства входят: складские помещения (материальные и инструментальные кладовые), внутрицеховой транспорт и пункты для осуществления технического контроля качества продукции, оснащенные контрольно-измерительной техникой.
Для количественного анализа производственной структуры используется широкий круг показателей, характеризующих:
1) размеры производственных подразделений предприятия по величине выпуска продукции, численности работников, стоимости основных производственных фондов, мощности энергетических установок;
2) степень централизации отдельных производств на предприятии, например, отношение объема работ инструментального цеха к общему изготовлению инструментов на заводе;
3) соотношение между основными и вспомогательными подразделениями по численности работников, размеру производственной площади, стоимости основных средств;
4) пропорциональность входящих в состав предприятия производственных подразделений. Пропорциональность определяется соотношением участков, связанных между собой процессом производства, по производственной мощности и трудоемкости. Анализ пропорциональности позволяет выявить «узкие» и «широкие» места, т.е. участки с небольшой и избыточными мощностями;
5) уровень специализации отдельных производственных подразделений, определяемый количеством деталеопераций, производимым на одном рабочем месте;
6) эффективность пространственного размещения предприятия. Ее можно охарактеризовать коэффициентами застройки территории. Определяется отношением площади, занимаемой зданиями, сооружениями и всем оборудованием, к площади всей территории предприятия. Для новых заводов коэффициент использования территорий предусмотрен 0,45-0,55;
7) характер взаимосвязи между подразделениями, определяемый с помощью следующих показателей: количество цехов, через которые проходит предмет труда до превращения его в готовый продукт, протяженность транспортных маршрутов движения полуфабрикатов, грузооборот между цехами.
Список используемой литературы
- Аврашков Л.Я. Адамчук В.В., Антонова О.В., и др. Экономика предприятия.- М., ЮНИТИ, 2001.
- Вильям ДЖ. Стивенсон Управление производством. - М., ЗАО «Изд-во БИНОМ», 2000.
- Грузинов В.П., Грибов В.Д. Экономика предприятия. Учебное пособие.-М.:ИЭП, 2004.
- Калачева А.П.Организация работы предприятия.-М.:ПРИОР, 2000.- 431с.
- Сергеев И.В. Экономика предприятия: Учеб. пособие. – 2-е изд., перераб. и доп. – М.: Финансы и статистика, 2004. – 304с.
Производственная структура предприятия – это все производственные единицы в совокупности (службы, цеха), а также виды взаимосвязей между этими элементами. На нее влияет тип и номенклатура изготавливаемых деталей, вид и формы специализации производства, особенности технологических процессов.
При этом именно технологические процессы являются важнейшим параметром, от которого зависит вся производственная структура организации предприятия.
Структура производственной деятельности предприятия определяется рядом факторов, которые считаются важными экономическими показателями. Речь, в частности, идет о качестве изготавливаемых товаров, росте производительности труда, величине производственных издержек, эффективности распределения и применения ресурсов.
Производственная компания выполняет ключевые функции:
- заботится о материально-техническом обеспечении производственного процесса;
- организует трудовую деятельность сотрудников в компании и управляет ею;
- выпускает продукцию для производственного и личного использования;
- соблюдает действующие стандарты, государственные законы, нормативы;
- реализует и поставляет товары потребителю;
- обслуживает продукцию в послепродажный период;
- заботится о всестороннем развитии и увеличении производственных объемов;
- уплачивает налоги, выполняет обязательные и добровольные платежи и взносы в бюджет и другие финансовые органы.
Производственная организация сама решает, как распределять и использовать выпускаемые товары, полученную прибыль, оставшуюся после вычета налогов и иных обязательных платежей.
Достаточно часто в современном мире появляются новые компании и расширяются уже работающие. На эти процессы большое влияние оказывают следующие факторы:
- неудовлетворенный спрос на товары, работы и услуги – самый важный параметр; если выпущенные предприятием изделия окажутся невостребованными, потребитель не захочет их купить, и расходы на производственный процесс не окупятся, фирма может разориться;
- ресурсы, в которых нуждается компания для выпуска продукта – это, прежде всего, наличие производственной базы и сырья;
- соответствующая ступень развития науки и технических средств в данной производственной отрасли.
Производственные организации вместе с их коллективами являются основными звеньями для формирования цепи отраслевых и территориальных комплексов, образования ведомств и министерств. В народно-хозяйственном комплексе производственные компании – главные элементы.
В соответствии с законом РФ, предприятие, работающее в производственной сфере, полностью отвечает за свою деятельность и все процессы, происходящие в нем. Деятельность организации не должна препятствовать нормальной работе иных компаний, негативно сказываться на условиях жизни людей, проживающих на близлежащих территориях.
Отметим, что у государственных властей нет права мешать реализации административных и хозяйственных функций фирмы. Государственные власти могут лишь контролировать то, насколько правомерно компания осуществляет хозяйственную деятельность, предлагать различные решения и требовать от руководства следования действующим законодательным нормам.
Производственная структура предприятия бывает разной. Однако все производственные компании, по сути, выполняют одну и ту жеработу – выпускают и реализуют товар.
Структура производственной системы предприятия для нормального функционирования должна состоять из:
- органов, осуществляющих управление;
- функциональных отделов, лабораторий, иных непроизводственных служб;
- цехов основного производства;
- вспомогательных и обслуживающих складов и цехов;
- прочих организаций (социально-бытовых, подсобных).
Направление в работе, сфера деятельности и объемы производства в компании определяются составом, технологическим профилем, масштабами цехов, участков, мастерских, где осуществляется производственный процесс.
В ходе производства продукция проходит несколько этапов. Каждый этап – это технологически однородные работы, и именно они являются основой разделения производства на различные процессы. За каждый из процессов отвечают специалисты разных профилей и квалификаций.
Почему компания обречена, если у нее нет миссии
Миссия тем эффективнее, чем теснее она связана с видом деятельности компании. Например, миссия компании Google на ранних этапах ее развития звучала так: «Организация мировой информации, предоставление универсального доступа к ней и права пользования ею». Компания решала именно эту задачу, поэтому такая миссия служила ей верным ориентиром.
Как выбрать стратегически верную миссию для своей компании, узнайте в статье электронного журнала «Генеральный директор».
Состав производственной структуры предприятия
Каждый руководитель заинтересован в том, чтобы производство и производственная структура предприятия были успешными. Организационная и производственная структуры предприятия должны быть выстроены разумно. От этого, в том числе, зависит качество его деятельности.
Здесь очень важно рациональное построение производственного процесса. Этого можно достичь, если выделить наиболее эффективную производственную структуру, не забыв об особенностях фирмы.
Какова характеристика производственной структуры предприятия? Структура компании – это упорядоченные и связанные между собой элементы в совокупности. Отношения между ними – устойчивые, обеспечивающие функционирование и развитие компонентов как единой структуры.
Производственная структура предприятия включает в себя основные элементы в виде цехов, участков и рабочих мест.
Типы производств различают по тому, как организован производственный процесс. Здесь можно упомянуть о следующих подразделениях на производстве:
- основном;
- вспомогательном;
- обслуживающем.
Цех является ключевой производственной единицей, административно отделенной, специализирующейся на выпуске определенных комплектующих, деталей или проводящей одинаковые по своему назначению или технически однородные работы.
В цехах всегда есть несколько участков. Такие участки – это сгруппированные по определенному признаку рабочие места.
Цеха делятся на подразделения вспомогательного и основного производства. Вспомогательные цеха призваны обеспечивать условия для нормальной деятельности основных. Что касается основных, там изделия превращают в уже готовый к реализации товар.
Существуют также обслуживающие цеха, обеспечивающие обозначенные выше (основные и вспомогательные) транспортными средствами, складами и техподдержкой.
То есть производственная структура предприятия состоит из основных, вспомогательных, обслуживающих подразделений и хозяйств производственного назначения.
Выделяют 2 группы производственных цехов (мастерских, участков).
1. Цеха основного производства, где непосредственно изготавливается продукция для продажи. Формирование основных подразделений осуществляется в соответствии с профилем компании. На процесс формирования влияют также конкретные виды товаров, масштабы и производственные технологии.
Главные задачи основных цехов: изготовление изделий в точно обозначенные сроки, сокращение производственных издержек, улучшение качества товаров, поиск и применение решений для оперативной перестройки производственного процесса в связи с изменяющейся ситуацией на рынке и потребностями покупателей. Решению всех этих задач способствуют рациональные специализация и размещение цехов, их кооперирование и обеспечение пропорциональности процесса производства от первой до последней операции.
Специализация цеха может быть:
- предметной (в отдельных цехах сосредотачивается основная часть или весь производственный процесс по созданию определенных типов готовых изделий);
- подетальной (поагрегатной) (за каждым производственным подразделением закрепляется выпуск отдельных комплектующих);
- технологической (стадийной) (каждый цех отвечает за определенный этап производства);
- территориальной (удаленные друг от друга подразделения проводят одни и те же работы).
Основные цеха могут быть:
- заготовительными;
- обрабатывающими;
- сборочными.
В задачи цехов заготовки входит начальное формообразование изделий (из таких отделов, в том числе, и состоит производственная структура предприятия; подразделения режут заготовки, занимаются штамповкой, литьем и другими подобными работами).
Обрабатывающие цеха производят механическую, термическую, химико-термическую, гальваническую обработку деталей, сваривают их, покрывают лаком и т.д.
Задачи сборочных цехов – сборка, регулирование, наладка, тестирование комплектующих, из которых впоследствии собирают готовое изделие.
2. Вспомогательные и обслуживающие цеха, основная задача которых – обслуживать производственные процессы и решать различные задачи непосредственно внутри компании.
Главная задача вспомогательных цехов – создавать все условия для беспрерывного рабочего процесса на основном производстве.
Вспомогательные – это цеха и участки производства, которые:
- изготавливают, ремонтируют, настраивают приборы, приспособления, инвентарь;
- контролируют функционирование и ремонт оборудования, следят за механизмами, сооружениями, зданиями;
- обеспечивают подачу тепловой и электроэнергии, надзор и ремонт электрического оборудования и тепловых сетей;
- транспортируют сырье, материалы, заготовки, готовые изделия внутри предприятия и за его пределами;
- хранят продукцию (складские помещения).
Структура производственной деятельности предприятия служит базой для разработки генплана, то есть производственного расположения служб и подразделений, коммуникаций и путей на заводе. Отметим, что очень важным является обеспечение прямоточности материальных потоков. Местонахождение цехов должно соответствовать производственным этапам.
Типы производственной структуры предприятия
Если компания ведет деятельность в промышленной отрасли, производственная структура может быть:
- предметной;
- технологической;
- смешанной (предметно-технологической).
На предприятии с предметной структурой новые основные цеха и их участки строятся по следующему принципу: каждый отдел наделен ответственностью за изготовление той или иной детали или определенной группы запчастей.
Как правило, предметную структуру предпочитают использовать сборочные и механосборочные цеха заводов, выпускающие продукцию в большом объеме или изделия крупными сериями.
Пример такой структуры на предприятии по выпуску авто – это цеха, производящие шасси, двигатели, коробки передач, кузова; на заводе по строительству станков – цеха, выпускающие шпинделя, валы, корпусные детали, станины.
Если речь идет о компании по изготовлению обуви, в качестве примера подразделения, где применяется предметная структура производственной деятельности, можно привести цеха рантовой обуви и т.д.
У предметной структуры есть множество серьезных преимуществ. Основные плюсы заключаются в ограничении формы связи между производственными отделами, сокращении путей перемещения комплектующих, упрощении и удешевлении межцехового и цехового транспорта, уменьшении длительности цикла производства, повышении ответственности специалистов за качество работы.
В рамках предметной структуры цеха оснащают необходимым оборудованием по ходу технологического процесса, а при изготовлении изделий пользуются станками, штампами, инструментами, приспособлениями с высокой производительностью. Благодаря всем перечисленным выше мерам на предприятии увеличиваются производственные объемы, а себестоимость выпускаемых деталей снижается.
Технологическая производственная структура предприятия предполагает четкое разделение по технологическому признаку. Так, на заводе с такой структурой есть литейный, механический, сборочный, кузнечно-штамповочный цеха – то есть все отделы технологически обособлены друг от друга. Благодаря созданию данной структуры руководить участком или цехом становится значительно проще, как и распределять специалистов, перестраивать производство с одной номенклатуры изделий на другую.
Технологическая производственная структура предприятия имеет и недостатки. Так, могут возникать встречные маршруты движения комплектующих, усложняться производственные связи между цехами, увеличиваться расходы на переналадку оборудования.
Кроме того, при такой структуре достаточно проблематично использовать высокопроизводительные специальные станки, инструменты и приспособления. Из-за всего этого производительность труда увеличивается невысокими темпами, а себестоимость изделий снижается.
Смешанная (предметно-технологическая) структура предполагает наличие на одном предприятии основных подразделений, принцип организации которых – и предметный, и технологический.
К примеру, структура заготовительных цехов (кузнечных, литейных, прессовых) обычно технологическая, механосборочных – предметная.
Как правило, компании со смешанной структурой работают в отраслях машиностроения, легкой промышленности (производство мебели, обуви, швейные организации) и в некоторых иных сферах. Производство, выстроенное по такому принципу, обладает рядом преимуществ. Перевозки внутри цехов осуществляются реже, сокращается продолжительность производственного цикла выпуска изделий, растет производительность труда, снижается себестоимость деталей.
Очень важно то, в какой последовательности предприятие выполняет действия во внешней и внутренней среде. От этого зависит его деятельность в целом. Здесь необходимо рассматривать динамические ряды, то есть временные значения обращения компании к источникам своей деятельности, и показатели, на основе которых можно судить о месте организации в рыночной среде. Чтобы лучше узнать, как на сегодняшний день обстоят дела, следует сопоставить показатели предприятия с показателями аналогичных фирм, успешно работающих в данный момент. Необходимо также зафиксировать, какова структура производственной деятельности предприятия. От этого зависит последовательность экономической активности организации.
Экономика компании должна формироваться как экономика отдельных комплексных элементов, если рассматривать данный процесс со структурной точки зрения. То, насколько пропорционально должны соотноситься друг с другом звенья, зависит от соотношения производственной мощности цехов и участков, объединенных с целью изготовления конечного продукта.
Смешанная (предметно-технологическая) структура производственной деятельности все чаще применяется на предприятиях, что позволяет экономить живой и овеществленный труд, комплексно использовать материалы и сырье и наиболее эффективно распределять финансовые средства.
При конструктивно-технологической однородности продукции появляются благоприятные предпосылки к углублению специализации компании, а также к автоматизированному и поточному изготовлению товаров.
Важная роль в структуре предприятия отводится запасам, обеспечивающим производственный процесс. В том числе благодаря им, организация функционирует. То есть, если в ходе производства обнаруживается недостаток определенных материалов или сырья, производственные запасы компенсируют недостачу. Это способствует образованию замкнутого цикла производства.
Первичное звено организации производственного процесса – рабочее место. Это неотъемлемая и ключевая, неотделимая часть процесса производства, которую обслуживает один или несколько сотрудников.
Показатели деятельности компании во многом определяются и тем, как организованы и расположены рабочие места в отделах, насколько обосновано их количество и специализация, согласовано взаимодействие.
Структура производственных процессов на предприятии
Когда специалистов на производстве распределяют по рабочим местам, образуются, как правило, группы, службы или бригады. Создание бригад ведется с целью решения задач, предполагающих совместную деятельность.
Бригада может состоять из рабочих с разной квалификацией, разными профессиональными направлениями и навыками. Состав, как и организационная форма бригады, которая может быть комплексной или специализированной, определяется характером, сложностью и особенностями производственного процесса, а также трудоемкостью работ.
Группы, звенья, бригады образуют сектора и участки, а те, в свою очередь, соединяются в отделы, цеха и лаборатории. Последние три элемента формируют структуру организации.
Рабочее место на предприятии организуют с учетом особенностей процесса производства и вида проводимых работ. Рабочее место специалиста должно полностью отвечать эргономическим и техническим нормативам. Здесь находится все необходимое сотруднику, то, что нужно ему в процессе трудовой деятельности. Большую часть своего рабочего времени специалист проводит именно там.
Циклом производства называют календарный период, в течение которого сырье, заготовка или иное обрабатываемое изделие проходит все этапы производства или определенную его стадию, становясь готовой продукцией. Производственный цикл выражен в календарных днях или в часах (если речь идет о малой трудоемкости изделия).
Самая эффективная форма организации производства с экономической точки зрения – поточный производственный процесс. Поточная форма производства характеризуется следующими признаками:
- за конкретной группой рабочих мест закрепляют одно или ограниченное количество наименований изделий;
- технологические и вспомогательные операции ритмически повторяются во времени;
- рабочие места специализированы;
- рабочие места и оборудование расположены по ходу технологического процесса;
- для межоперационной передачи деталей используются специальные транспортные средства.
Поточное производство и производственная структура предприятия предполагают реализацию таких принципов, как:
- ритмичность;
- параллельность;
- специализация;
- пропорциональность;
- прямоточность;
- непрерывность.
При поточном производстве наблюдаются наиболее высокая производительность трудовой деятельности, снижение себестоимости продукции и сокращение производственного цикла. Основа (первичное звено) поточного производства – поточная линия.
Когда проектируют и организуют поточные линии, рассчитывают показатели, определяют регламент работ, линии и способы проведения технологических операций.
Тактом поточной линии называют период между выпуском продукции (деталей, сборочных изделий) и последней операцией или их запуском на первую операцию поточной линии.
Расчет такта осуществляется по таким исходным данным, как:
- производственное задание на год (месяц, смену);
- плановый фонд рабочего времени за этот же срок;
- прогнозируемые технологические пооперационные потери.
Формула для расчета такта поточной линии:
r = Fд / Qвып, где
- r – такт поточной линии (в минутах);
- Fд – действительный годовой фонд времени работы линии в планируемом периоде (мин);
- Qвып – плановое задание на этот же временной отрезок (шт.).
Fд = Dраб*dсм*Tсм*kпер*kрем, где
- Dраб – количество рабочих дней в году;
- dсм – количество рабочих смен в сутки;
- Tсм – длительность смены;
- kпер – коэффициент, учитывающий планируемые перерывы;
- kрем – коэффициент, который учитывает продолжительность плановых ремонтных работ.
kпер = (Тсм - Тпер) / Тсм, где
- Тпер – время запланированных перерывов внутри смены.
kрем – рассчитывается аналогичным способом.
В случае неизбежных технологических потерь (планируемом выходе годных деталей или изделий) формула расчета такта r следующая:
r = Fд / Qзап, где
- Qзап – количество изделий, которые запускаются на поточную линию в запланированном периоде (шт.):
Qзап = Qвып*kзап, где
- kзап – коэффициент запуска изделий на поточную линию. Он равен величине, обратной коэффициенту выхода годных изделий (α).
k зап = 1/α.
Выход годных деталей в целом по поточной линии определяют как произведение коэффициентов выхода годных изделий по всем операциям линии:
α = α 1 * α 2 *…* α n
Ритм – это число изделий, которое поточная линия выпускает за единицу времени. Ритм также называют обратной такту величиной.
Количество оборудования поточной линии рассчитывается по каждой из операций в технологическом процессе:

- W pi – расчетное количество оборудования (рабочих мест) на i-й операции поточной линии;
- t штш – норма штучного времени на i-ую операцию (в мин);
- k запi – коэффициент запуска детали на i-ю операцию.
Принятое количество оборудования или рабочих мест на каждой операции Wпi определяют, округляя их расчетное количество Wpi до ближайшего большего целого числа.
По данной формуле рассчитывают коэффициент загрузки оборудования (рабочих мест):
![]()
Задел – это определенный запас на производстве материалов, заготовок, сборочных единиц. Благодаря запасам процессы на поточных линиях протекают без перебоев.
Заделы бывают:
- технологическими;
- транспортными;
- резервными (страховыми);
- оборотными межоперационными.
Синхронизацией называют выравнивание продолжительности операции технологического процесса в соответствии с тактом поточной линии. Продолжительность операции должна равняться такту поточной линии или быть кратной ему. Среди методов синхронизации выделяют:
- дифференциацию операций;
- концентрацию операций;
- использование прогрессивных инструментов и оснащения;
- усовершенствование организации обслуживания рабочих мест;
- установку дополнительного оборудования;
- интенсификацию работы оборудования (увеличение режимов обработки) и т.д.
Высшая форма поточного производственного процесса – автоматизированный производственный процесс, сочетающий главные признаки поточного производства и автоматизированные процессы в нем. Автоматизированное поточное производство и производственная структура предприятия предполагают работу по следующей схеме: оборудование, агрегаты, аппараты и установки работают в автоматическом режиме, по заданной программе. Специалисты контролируют данные процессы и следят, чтобы работы не отклонялись от схемы, налаживают автоматизированное оборудование.
Автоматизация бывает частичной и комплексной. Частичная автоматизация – это процесс, в рамках которого работник производства не выполняет никаких технологических процессов. Когда проводятся транспортные, контрольные операции при обслуживании оборудования, ручной труд не используется в принципе или используется частично.
Если мы говорим о комплексно-автоматизированном производстве, люди не участвуют в таких процессах, как создание изделий, управление технологическим процессом, перевозка деталей, выполнение контрольных операций, устранение производственных отходов. Обслуживается оборудование вручную.
Ключевой элемент автоматизированного производства – автоматические поточные линии (АПЛ).
Автоматической поточной линией называют комплекс автоматизированного оборудования, которое располагают в соответствии с последовательностью технологических операций. Все элементы поточной линии связывает автоматизированная транспортная система, а также система автоматизированного управления. Основная задача АПЛ – обеспечивать автоматическое превращение исходного сырья или заготовок в готовую продукцию. Для каждых автоматических линий виды изделий свои.
Специалист, работающий на автоматической поточной линии, налаживает оборудование, контролирует, как оно работает, загружает линию заготовками. Итак, АПЛ характеризуются:
- автоматическим проведением операций в рамках технологического процесса (участие человека там не требуется);
- автоматическим перемещением продукции между отдельными агрегатами линии.
Автоматическими комплексами, цикл производства продукции на которых – замкнутый, называют автоматические линии, связывающие автоматические транспортные и погрузочно-разгрузочные устройства.
Автоматические цеха (участки) состоят из автоматизированных поточных линий, автономных автоматизированных комплексов, автоматических транспортных, складских, управленческих систем, автоматических систем по контролю качества и т.д.
Рыночная среда сегодня очень нестабильна, особенно это касается предприятий, выпускающих продукцию в широком ассортименте. В связи с этим необходимо повышать гибкость (многофункциональность) автоматизированных производств для наиболее полного удовлетворения требований, запросов и нужд покупателей, быстрого и экономичного освоения выпуска новой продукции.
Наиболее эффективными АПЛ становятся в случае с массовым производством. Быстрая сменяемость товаров и требования к их низкой стоимости при хорошем качестве приводят к противоречиям. В частности:
- с одной стороны, АПЛ и специальное оборудование способствуют существенному снижению издержек;
- с другой стороны, чтобы спроектировать и создать такое специализированное оборудование, зачастую требуется полтора-два года; это может привести к его моральному устареванию к моменту выпуска.
Когда на производстве используют неавтоматизированное, то есть универсальное оборудование, повышается уровень сложности выпуска изделий, следовательно, увеличивается стоимость, что совершенно не нужно в современных рыночных условиях. Решить такую задачу можно, создав гибкую производственную систему, где объединены все ее элементы:
- выпускаемые детали в группы обработки;
- оборудование;
- материальные потоки (детали, заготовки, изделия, оснащение, приспособления, основные и вспомогательные материалы);
- процессы выпуска производства продукции от плана до готового изделия (интегрируются основные, вспомогательные и обслуживающие производственные процессы);
- обслуживание, так как все обслуживающие процессы становятся единым целым;
- управление, основы которого – системы УВМ, банки данных, пакеты прикладных программ, САПР, АСУ;
- информационные потоки, чтобы выносить решения по всем отделам системы о наличии и использовании материалов, заготовок, продукции, средств отображения данных;
- персонал, так как соединяются профессии (конструктор-технолог-программист-организатор).
Следует подчеркнуть, что производственная структура предприятия имеет динамичный характер. Технические средства, технологии, организации трудовой и управленческой деятельности совершенствуются. Улучшается и структура производства, появляются предпосылки для более интенсивного функционирования, эффективного распределения ресурсов.
Производственная структура предприятия зависит от:
- отраслевой принадлежности (речь здесь идет о номенклатуре и конструктивных особенностях комплектующих, применяемых при выпуске материалов; способов, которыми пользуются, чтобы получать и обрабатывать заготовки; простоты конструкции и технологичности продукции; типа производства, уровня его специализации и кооперации; состава оборудования и технологического оснащения (оборудование бывает универсальным, специальным, нестандартным, а линии – конвейерными или автоматическими);
- характера продукции и способов ее производства;
- объема выпуска товаров и их трудоемкости;
- уровня специализации и кооперирования производственного процесса;
- особенностей зданий, сооружений, применяемого оборудования, материалов и сырья;
- централизованной или децентрализованной организации обслуживания оборудования, текущего ремонта и технологического оснащения;
- способности производства в кратчайшие сроки и без больших финансовых убытков подстраиваться под новые условия, предполагающие выпуск новых единиц в измененной номенклатуре изделий;
- характера процесса производства в цехах основного, вспомогательного, побочного и подсобного назначения.
Бесцеховая структура управления производственным предприятием способствует более совершенному управлению всеми его отделами. В данном случае также сокращается управленческий и обслуживающий аппарат, соответственно, снижаются и производственные издержки.
Грамотно выстроенная, непрерывно улучшающаяся производственная структура предприятия способствует пропорциональному соотношению всех отделов, улучшению технико-экономических показателей: уровней специализации и кооперации, бесперебойности процесса производства, ритмичности создания и реализации продуктов, более производительной трудовой деятельности, улучшению качества товаров, размера неоконченного производства и нормируемых оборотных средств, соотношению количества персонала, занятого в управлении и на производстве, целесообразности использования рабочих и денежных ресурсов.
Производственная структура компаний, работающих в разных отраслях, наделена своими особенностями, на которые, главным образом, влияет характер основного производства.
Если в качестве примера взять текстильные фабрики, их структура, по большей части – технологическая, где отдельные участки специализируются на конкретных номерах и артикулах пряжи. Большая часть предприятий по производству текстиля совмещает на одной территории все технологические процессы, включая ткачество, отделку, прядение. При этом некоторые выполняют лишь один-два этапа создания готового изделия.
Структура металлургических заводов обычно технологическая, с прокатными, копровыми, сталелитейными, доменными цехами. Металлургические заводы зачастую включают в себя агломератные фабрики и коксовые цеха.
Производственная структура предприятий, работающих в разных отраслях, имеет один общий показатель. Речь идет о том, как организованы обслуживающие и вспомогательные отделы. В компании любой промышленной сферы есть цеха главного энергетика и главного механика, склад и транспортное хозяйство. Для машиностроительного завода обязательно наличие инструментального цеха, для текстильной фабрики – валичной и челночной мастерских, которые создают инструментарий для основного производства.
Определение и организация структуры производства – очень ответственная задача, решать которую нужно и при создании новых, и при изменении работающих компаний.
Ниже представлены способы, благодаря которым общая производственная структура предприятия может быть усовершенствована:
- организация основных и вспомогательных цехов и участков в рациональном соотношении;
- соблюдение необходимых пропорций между участками предприятия;
- расширение участков и цехов;
- непрерывная рационализация структуры производства;
- поиск и внедрение более совершенных принципов построения цехов;
- слияние отделов, создание мощных объединений промышленности и научно-производственной сферы на основе концентрации производства;
- смена производственного направления, то есть характера изготовления товаров, специализация и кооперация, развитие комбинирования производства, стремление создать конструктивно-технологическую однородность продукции посредством обширной унификации и стандартизации; формирование бесцеховой структуры управления производственным предприятием. За счет укрупнения компаний и цехов внедрение техники с высокой производительностью осуществляется в более глобальных масштабах. При этом технологии и организация производственного процесса непрерывно улучшаются.
Когда выявляют пути усовершенствования цехов и подразделений, структура производственного отдела предприятия и всей компании в целом улучшается, а эффективность работы повышается.
Основные, вспомогательные и обслуживающие цеха должны находиться в рациональном соотношении, чтобы повышать удельный вес главных цехов по численности сотрудников, цену на основные фонды и размер территорий, на которых располагается производство. При рациональном планировании обязательно совершенствуется генеральный план компании.
Предприятиям следует грамотно пользоваться имеющимися возможностями, ресурсами, рыночной обстановкой, чтобы эффективно планировать свое производство. Если компании удается разработать план, оптимальный с позиции постоянно меняющихся условий на рынке, у нее возникает больше шансов выстоять и не сдать позиций во внешней экономической обстановке. В связи с этим необходимо уделять повышенное внимание материалу по планированию производственного процесса.
Генплан – важнейшая составляющая проекта компании, работающей в сфере промышленности. В генеральном плане комплексно решаются вопросы, связанные с благоустройством и планировкой территории, с тем, как будут размещены здания и сооружения, где должны располагаться транспортные коммуникации, инженерные сети, как нужно организовать системы хозяйственного и бытового обслуживания, какое место предприятие должно занимать в промышленном узле или районе.
Генеральный план должен отвечать определенным высоким требованиям. Вот основные из них:
- Участки располагаются по протеканию производственного процесса – склады, на которых хранится сырье и полуфабрикаты; далее идут цеха по обработке, сборке, затем склады готовых изделий.
- Вспомогательные участки и хозяйства находятся в непосредственной близости к цехам основного производства.
- Железнодорожные пути рационально устроены внутри организации: подведены к складам, где хранятся материалы, сырье и полуфабрикаты; к складам готовых изделий, где продукцию дополнительно оснащают различными деталями, консервируют, осуществляют погрузку и отправляют на реализацию.
- Сырье, материалы, готовые изделия перевозятся в кратчайшие сроки и с наибольшей прямоточностью.
- Исключаются встречные и возвратные потоки в помещениях и за их пределами.
- Внешние коммуникации организации грамотно расположены и соединены с шоссе, инженерными сетями и ж/д путями.
- В блоках размещены лаборатории (измерительная, химическая, рентгено-контроля, ультразвука) и цеха, которые термическим способом обрабатывают защитные покрытия деталей и готовые изделия.
На предприятиях общепита, в которых предусмотрена цеховая структура производства, организуют оборудованные цеха, производящие полуфабрикаты, а также готовые блюда.
Формирование программы производства осуществляется в зависимости от ассортимента производимых блюд, поставляемых в филиалы или реализуемых через торговые залы и предприятия розничной сети.
При планировке цехов и других производственных помещений большое внимание уделяется удобству их взаимосвязи. На предприятиях общественного питания, использующих преимущественно полуфабрикаты и продукцию высокой степени готовности, для приготовления блюд, как горячих, так и холодных, допустима организация единого помещения с определёнными производственными участками. В целом же, различают несколько видов цехов.
Овощной цех предприятия общественного питания
В овощном цехе осуществляется первичная обработка овощей (картофеля/капусты/моркови/свеклы и др.), а также изготавливаются и хранятся овощные полуфабрикаты. Процесс работы с овощами включает в себя сортировку и мытьё, последующую очистку, доочистку и повторное промывание, нарезку и охлаждение, если таковое необходимо.
В работе овощных цехов предприятий общепита применяются следующие типы оборудования: среднетемпературные холодильные камеры и шкафы,производственные столы, стеллажи, овощечистки, овощемойки и др.
Мясной и рыбный цех предприятия общественного питания
В мясном цехе производится обработка мяса (свинины, говядины, баранины, дичи и птицы), а также осуществляется изготовление разных типов полуфабрикатов (порционных, мелко- и крупнокусковых, котлетные массы, заготовки из рубленого мяса). Технологический процесс обработки сырья состоит из нескольких этапов. Поставляемое тушами, полутушами или четвертинами мясо обычно в охлаждённом либо замороженном состоянии, поэтому на первом этапе производится его дефростация, то есть размораживание. Далее следует зачистка поверхности и мойка с последующей сушкой, производимая в ваннах с проточной водой или в подвешенном состоянии с использованием щёток. После этого производится разделка мяса, его обвалка, зачистка, порционная нарезка и изготовление полуфабрикатов.
В рыбном цехе, соответственно, происходит первичная обработка рыбы и изготавливаются полуфабрикаты. Поступающее в такой цех сырьё сначала размораживается/оттаивается (для отдельных видов рыб дополнительно применяется и ошпаривание, облегчающее дальнейшую обработку), после чего производится очистка, потрошение и промывка, далее - разделка и непосредственно приготовление рыбных полуфабрикатов.
Для таких цехов применяется следующее технологическое оборудование:холодильные шкафы и низкотемпературные камеры, моечные ванны и бассейны, производственные столы, электропилы, мясорубки, фаршемешалкии др.
В небольших столовых, кафе и ресторанах функционируют совмещённые мясо-рыбные рыбно-мясные цеха.
Холодный цех предприятия общественного питания
В холодном цехе предприятия общепита осуществляется приготовление закусок, а также холодных блюд, супов и, вместе с тем, их последующее порционирование и оформление. Готовые блюда не нуждаются в дополнительной тепловой обработке и могут в течение непродолжительного времени храниться в холодильных шкафах, при этом, согласно существующим правилам, заправка соусами производится только непосредственно перед подачей/отпуском. Максимальные сроки хранения таких блюд не столь велики, к примеру, для салатов они составляют не более шести часов, а температура хранения варьируется от 2 до 60 С. Объёмы изготовления блюд в холодном цехе напрямую зависят от потребности предприятия общественного питания, с учётом того, что реализации хранившейся более положенного срока продукции недопустима.
В работе холодных цехов предприятий общественного питания используется следующее оборудование: холодильные шкафы для хранения заготовок, полуфабрикатов и готовой продукции, производственные столы и ванны,слайсеры, овощерезательные машины, весы для порционирования и др.
Горячий цех предприятия общественного питания
Для большинства предприятий общественного питания являются именно горячие цеха, где происходит завершающая стадия процесс приготовления широкого спектра блюд. Здесь продукты и полуфабрикаты проходят процедуру тепловой обработки, то есть в этом цехе происходит приготовление предлагаемых потребителям блюд, в том числе и выпечка всевозможных кондитерских изделий, а также приготовление горячих напитков.
В целом же блюда, производимые в горячих цехах, можно разделить по группам на основе различных признаков. К примеру, существуют следующие классификации производимых блюд:
По способу приготовления:
- отварные
- жареные
- тушеные
- запечённые
- тушёные
- припущенные и др.
По характеру потребления:
- напитки
- первые блюда
- вторые блюда
- гарниры и др.
По виду используемого сырья:
- из дичи
- из птицы
- из видов мяса
- из рыбы
- из морепродуктов
- из овощей
- из макаронных изделий и т.д.
По назначению:
- диетические
- для школьного питания и другие.
В работе горячих цехов предприятий общественного питания используется следующее оборудование: жарочные шкафы, плиты и пароконвектоматы,фритюрницы, грили, производственные столы и др.
Для выполнения основного производственного процесса необходимо осуществлять вспомогательные и обслуживающие процессы. В связи с этим на полиграфических предприятиях организуются основные, вспомогательные, обслуживающие цехи и службы, побочные цехи.
Основными являются цехи, предназначенные для выпуска продукции основного производства, определенной производственной программой предприятия. Для полиграфического предприятия это цехи допечатных процессов (формные), печатные, отделочные, брошюровочно-переплетные.
Вспомогательными являются цехи, способствующие выпуску основной продукции, создающие условия для нормальной работы основных цехов. К ним относятся ремонтно-механический, электроремонтный, ремонтно-строительный, энергоцех.
В ремонтно-механических цехах проводится ремонт оборудования, изготовление запасных деталей и сменных узлов, модернизация действующего оборудования, выполняются работы по малой механизации.
В электроремонтных цехах выполняются ремонт электрооборудования и изготавливаются запасные детали. На небольших предприятиях электроремонтный цех не выделяется в качестве самостоятельного структурного подразделения; в виде электроремонтного участка он входит в состав ремонтно-механического цеха.
Ремонтно-строительный цех производит ремонт зданий и сооружений предприятия. На небольших предприятиях организуют только ремонтно-строительную бригаду.
Энергоцех обеспечивает основное производство электроэнергией, теплом, сжатым воздухом.
Обслуживающие цехи и хозяйства создаются для обслуживания основных и вспомогательных цехов. К ним относятся складское хозяйство, включающее различного рода склады (бумаги, материалов, готовой продукции), транспортное хозяйство (транспортные, погрузочно-разгрузочные средства, гараж, ремонтные мастерские), санитарно-техническое хозяйство (водопроводные, канализационные, вентиляционные, отопительные устройства).
Состав вспомогательных цехов и обслуживающих хозяйств конкретного полиграфического предприятия определяется потребностями основного производства.
Побочные цехи предназначаются для изготовления продукции из отходов основного и вспомогательного производств либо для восстановления использованных вспомогательных материалов для нужд производства. На полиграфических предприятиях это, как правило, цехи, производящие товары народного потребления из отходов бумаги и макулатуры.
В основу организации цехов основного производства положена внутрипроизводственная специализация. Производственные цехи полиграфического предприятия могут быть созданы на основе технологической или предметной специализации.
Технологическая специализация цехов заключается в выделении в самостоятельное производство определенной части технологического процесса - одной или нескольких технологических операций. При этом в цехе устанавливается однотипное оборудование, предназначенное для выполнения соответствующей технологической операции. В таких цехах изготавливается широкая номенклатура полуфабрикатов, подлежащих дальнейшей обработке.
Увеличение масштаба производства связано с углублением технологической специализации цехов. Так, например, средние по масштабам производства типографии выделяют офсетный печатный цех, на крупном предприятии могут быть созданы два цеха листовой офсетной печати и рулонной офсетной печати.
Технологическая форма специализации цехов имеет свои преимущества и недостатки. При небольшом разнообразии операций и оборудования упрощается оперативное руководство производством и обслуживание оборудования, создаются более широкие возможности регулирования загрузки оборудования, что обеспечивает большую четкость производства. Эта форма специализации имеет и некоторые недостатки. Она усложняет внутрипроизводственное кооперирование и планирование, удлиняет производственный цикл, увеличивает объем незавершенного производства, повышает затраты на транспортировку и хранение полуфабрикатов, ограничивает ответственность руководителей подразделений за выполнение только определенной части производственного процесса.
Технологически специализированные цехи выпускают определенные полуфабрикаты (например, сфальцованные тетради), которые поступают в смежные цехи для дальнейшей обработки. Поэтому необходимо проводить четкое оперативно-календарное планирование по увязке объемом производства смежных цехов и срокам передачи заказов из одного цеха в другой.
Предметная специализация цехов заключается в том, что в одном цехе сосредоточены все операции для изготовления готовых изделий или отдельных деталей изделий узкой номенклатуры. Примером таких цехов могут быть газетные, журнальные цехи полиграфических предприятий, в которых выполняются процессы изготовления печатных форм и печатание, например, газет или журналов. В основу формирования газетных цехов должна быть положена конструктивно-технологическая однородность изделий, при которой цехи превращаются в предметно-замкнутые подразделения. Так, в типографии «Пресса-1» в газетном цехе выполняются все технологические операции по изготовлению газет различных наименований.
Преимущества предметной специализации цехов по сравнению с технологической специализацией заключаются в том, что сокращаются межцеховые и внутрицеховые перевозки, сокращается длительность производственного цикла, создаются предпосылки для упрощения оперативно-календарного планирования, повышается ответственность руководителей и исполнителей за выпуск продукции высокого качества в установленные сроки.
Однако эта форма специализации имеет и некоторые, весьма существенные недостатки. При предметной специализации цехов необходимо выравнивание производственных мощностей в соответствии с пропорциями, обусловленными характером и технологическими особенностями продукции. При изменении производственной программы могут возникнуть диспропорции, требующие перестройки всей производственной структуры. Создание цехов, специализированных на выпуске ограниченной номенклатуры продукции, целесообразно лишь при больших объемах производства.
Подетальная форма специализации является углублением и развитием предметной формы. Ее использование при создании цехов полиграфического предприятия возможно в условиях высокого уровня стандартизации продукции, типизации технологических процессов, при больших масштабах производства. Примером подетальной специализации цехов служит цех изготовления переплетных крышек.
На полиграфических предприятиях для организации цехов может быть использована и предметно-технологическая (смешанная) форма специализации. Примером цеха с применением смешанной формы специализации является брошюровочно-переплетный цех. Технологический процесс позволяет обрабатывать простые полуфабрикаты на участках и в отделениях с технологической формой специализации (участок комплектовки книжных блоков, участок шитья книжных блоков), а сложные полуфабрикаты - на поточных линиях или специально выделенных предметных участках (поточные линии обработки книжного блока).
Возможности применения смешанной формы специализации таковы:
- выполняемый производственный процесс представляет собой часть технологического процесса или одну его стадию;
- большие масштабы производства технологически однородной продукции и применение типовых технологических процессов;
- оснащение цеха разнообразным технологическим оборудованием для выполнения всех предусмотренных технологических операций.
Смешанная форма специализации используется при создании формных и брошюровочно-переплетных цехов. Ей присущи все недостатки и преимущества технологической формы.
Основой организации цехов на предприятии являются и формы кооперирования. В кооперировании выражаются производственные связи цехов, осуществляемые на технологической или организационной основах.
Технологическое кооперирование выражается в том, что подразделение поставляет другому незаконченную продукцию (полуфабрикат) для дальнейшей технологической обработки. Эта форма кооперирования присуща цехам с технологической и смешанной специализацией, когда обработка полуфабриката начинается в одном цехе, продолжается в другом. Пример - производственные связи печатного и брошюровочно-переплетного цехов, брошюровочного и переплетного цехов.
Организационное кооперирование предполагает производственные связи между цехами, осуществляющими совместное производство, когда каждый цех выпускает законченный полуфабрикат, не требующий дальнейшей обработки. Организационное кооперирование связывает цехи с предметной, в том числе с подетальной и смешанной формой специализации. Пример организационного кооперирования: изготовление печатных форм цехом допечатных процессов для печатного цеха; изготовление крышек крышечным цехом для брошюровочно-переплетного цеха. Организационные производственные связи требуют точного соблюдения сроков подачи полуфабрикатов на сборочную операцию.
Комплекс производственных подразделений предприятия, структуры управления, службы по обслуживанию работников (жилищно-коммунальные хозяйства, детские и спортивные учреждения, столовые, буфеты, санатории и др.) составляют общую структуру предприятия (Рис. 1).
Производственная структура – это часть общей структуры, совокупность производственных подразделений предприятия (производств, цехов, хозяйств), их взаимосвязь, порядок и формы кооперирования, соотношение по численности занятых работников, стоимости оборудования, занимаемой площади и территориальному размещению (Рис.2.). В зависимости от степени влияния на производственную структуру различных факторов (характера производственного процесса и выпускаемой продукции, масштабов производства, характера и степени специализации и др.) различают три основных типа производственной структуры :
Предприятие
Рис. 1. Общая структура предприятия
предметная специализируется на изготовлении отдельных деталей, узлов или изделий и т.п. (тракторный, автомобильный, рессорный и т.д.);
2. технологическая структура специализируются на выполнении однородных технологических операций (литейный, металлургический, кузнечный, прокатный, деревообрабатывающий, порошковой металлургии и т. д.);
3. смешанная, (предметно-технологическая), когда одни цехи или участки формируются по технологическому принципу (например, литейный, кузнечный, сварочный цехи); другие – по предметному (например, моторный цех, цех шасси или гидравлических систем).
Принято различать три вида производственных структур : цеховую, бесцеховую и корпусную. Бесцеховая производственная структура может быть
эффективна при относительно небольших предприятий, а корпусная – при больших предприятиях и применяющих родственные технологические процессы, например, сборочный корпус, кузнечный корпус, прессовый корпус и т. п. Первичным звеном в организации производственного процесса является рабочее место , которое представляет собой часть производственного пространства, оснащенного необходимым оборудованием, инвентарем, подьемно-транспортными средствами и инструментом, при помощи которых рабочий или

Рабочие места
Рис. 2. Виды производственных структур:
а-цеховая; б-бесцеховая; в-корпусная
группа рабочих выполняет технологический процесс или отдельные операции по изготовлению продукции и обслуживанию процесса производства. На каждое рабочее место нормативами установлена величина объема или площади из условия обеспечения безопасной и высокопроизводительной работы. Совокупность рабочих мест, на которых выполняется технологически однородная работа или различные операции по изготовлению однородной продукции, образует производственный участок. На крупных и средних предприятиях производственные участки объединяются в цехи. Цех – это производственное и административно обособленное подразделение предприятия, в котором выполняется определенный комплекс работ в соответствии с внутризаводской специализацией. По роли в производстве цехи и участки подразделяются на:
основные , занятые основным производством, прежде всего, выпуском профилирующей продукции, т.е. для которой и предназначено производство;
вспомогательные , выполняющие комплекс вспомогательных работ (ремонтные, инструментальные, энергетические, цех нестандартного оборудования);
обслуживающие, выполняющие необходимую работу по обслуживанию всех цехов (складские, транспортные, электрические сети и системы);
побочные, осуществляющие в основном переработку отходов производства (цехи и участки утилизации и переработки отходов, производство из отходов товаров народного потребления и др.);
подсобные, занятые, например, производством сельскохозяйственной и другой продукции, изготовлением тары;

Рис.3. Производственная структура машиностроительного предприятия.
экспериментальные (опытные), в которых изготавливаются опытные образцы для выполнения исследовательских работ или конструкторской разработки и др.
Организационная структура - это совокупность отделов и служб, занимающихся построением и координацией функционирования системы менеджмента, разработкой и реализацией управленческих решений по выполнению стратегических и текущих планов, инновационного проекта. Основными факторами , определяющими тип, сложность и иерархичность (число уровней управления) организационной структуры предприятия, являются: масштаб производства и объем продаж; номенклатура выпускаемой продукции; сложность и уровень унификации продукции; уровень специализации, концентрации, комбинирования и кооперирования производства; степень развития инфраструктуры региона; международная интегрированность предприятия (фирмы, организации).
Структура организации в зависимости от рассмотренных факторов может быть линейной (Рис.4), функциональной, линейно-функциональной, матричной (штабной), бригадной, дивизиональной либо проблемно-целевой.

Рис. 4. Линейная организационная структура
Каждый из перечисленных типов структур имеет свои недостатки и преимущества. Так, например, линейная организационная структура, имеет преимущество оперативно доводить управленческие решения до исполнителя, непрерывно контролировать их исполнение, но при разработке сложных решений требуется высокая квалификация всей цепочки управленцев, что не всегда может быть осуществлено. Поэтому линейная организационная структура чаще применяется в относительно небольших предприятиях и там, где требуется оперативное выполнение решений (военные или чрезвычайные ситуации). Для выбора (проектирования) конкретной структуры конкретного предприятия (организации) необходимо выполнить анализ основных факторов, влияющих на формирование структуры. В большинстве случаев на наших белорусских предприятиях более эффективной является линейно-функциональная организационная структура, которая предполагает при разработке сложных управленческих решений использовать функциональные подразделения, которые создаются и действуют под непосредственным руководством ключевых линейных руководителей. Например, главный инженер принимает решение подготовленное специалистами относительно узкого профиля, которые работают в функциональных подразделениях (технологическом отделе, конструкторском бюро, службе главного механика и т. д.).
К факторам развития структуры предприятия относятся следующие: развитие специализации и кооперирования производства; автоматизация управления; применение совокупности научных подходов к проектированию структуры и функционированию системы менеджмента; соблюдение принципов рациональной организации производственных процессов (пропорциональность, прямоточность, ритмичность и др.); перевод существующих структур управления на проблемно-целевую структуру.
Основные принципы формирования проблемно-целевой структуры предприятия: целевой подход, т. е. формирование структуры на основе дерева целей; комплексность в определении числа заместителей руководителя предприятия (1-й уровень дерева целей); ориентация на проблемы, т. е. формирование подразделений для решения конкретной проблемы или выполнения конкретных функций в целом по предприятию (2-й уровень дерева целей); ориентация на конкретные товары или рынки при построении структур подразделений по отдельным товарам или рынкам, формирование финансового плана предприятия (на 3-м уровне дерева целей); отсутствие специальных подразделений для обязательной горизонтальной координации выполнения целей предприятия; обеспечение мобильности и адаптивности структуры к изменениям; обеспечение маркетологами координации решения проблем по достижению конкурентоспособности конкретных товаров (по горизонтали). Таким образом, структура определяется числом и детальностью разработки принципов и требований к ее формированию, структурой дерева целей, содержанием положений об отделах и должностных инструкций.
Документы