Изучение затрат рабочего времени основывается на их классификации.
Такая классификация необходима для установления структуры рабочего времени, оценки целесообразности каждого его элемента.
Анализ затрат рабочего времени по принятой классификации позволяет выявить загруженность и характер занятости рабочего в производственном процессе, использование оборудования, содержание и характер отдельных операций, потери и непроизводительные затраты рабочего времени.
В качестве единых, удовлетворяющих требованиям всех отраслей народного хозяйства, приняты дифференцированные классификации затрат рабочего времени исполнителя ивремени использования оборудования , содержащие наиболее дробное деление затрат времени по категориям и видам.
В тех случаях, когда выделить для изучения отдельные дробные категории и виды затрат времени при выполнении некоторых работ практически невозможно, изучаются более укрупненные категории и виды затрат времени.
Для анализа и рационализации трудового процесса, разработки норм труда необходимо тщательно изучить затраты рабочего времени исполнителя работ и времени использования оборудования. Основой для такого изучения служит соответствующая классификация этих затрат по категориям. Она создает определенное единообразие, что позволяет применять единые методы изучения и анализа затрат или потерь рабочего времени, единые нормативные материалы и методы нормирования труда. В качестве удовлетворяющих требованиям всех отраслей приняты дифференцированные классификации затрат рабочего времени исполнителя.
Рабочее время – это законодательно установленная полная длительность рабочего дня, в течение которого исполнитель должен выполнять порученную ему работу (за исключением обеденного перерыва).
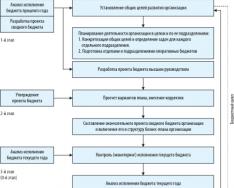
Рабочее время смены для исполнителя работ подразделяется на время работы исполнителя (в течение которого рабочий выполняет ту или иную предусмотренную или не предусмотренную производственным заданием работу) и время перерывов в работе исполнителя (в течение которого рабочий не работает). Структура рабочего времени рабочего приведена на рис 2.1.
Время работы по выполнению производственного задания состоит из следующих категорий затрат рабочего времени исполнителя работ.
Подготовительно-заключительное время (Т ПЗ ) – это время, затрачиваемое рабочим на подготовку к выполнению заданной работы и действия, связанные с ее окончанием. К данному виду затрат рабочего времени относится время: получения производственного задания, инструментов, приспособлений и технологической документации; ознакомления с работой, технологической документацией, чертежом; получения инструктажа о порядке выполнения работы; наладки оборудования на соответствующий режим работы; пробной обработки детали на станке; снятия приспособлений, инструмента, сдачи готовой продукции ОТК; сдачи технологической документации и чертежей. Особенностью этой категории затрат времени является то, что ее величина не зависит от объема работы, выполняемой по данному заданию, т.е. это единовременные затраты на партию изготавливаемой продукции. Поэтому в крупносерийном и массовом производствах в расчете на единицу продукции оно незначительно по величине и обычно при установлении норм не учитывается.
Оперативное время (Т ОП ) . Это время, затрачиваемое непосредственно на выполнение заданной работы (операции), повторяемое с каждой единицей или определенным объемом продукции или работ. Оно подразделяется на основное и вспомогательное время при машинных работах.
Основное время (Т О ). Это время, затрачиваемое рабочим на действия по качественному и количественному изменению предмета труда, его состояния и положения в пространстве.
Вспомогательное время (Т В ). Это время, затрачиваемое рабочим на действия, обеспечивающие выполнение данной работы.
Оно повторяется либо с каждой обрабатываемой единицей продукции, либо с определенным ее объемом. К вспомогательному относится время на: загрузку оборудования сырьем и полуфабрикатами; выгрузку и съем готовой продукции; установку и закрепление деталей; открепление и снятие детали; перемещение предмета труда в пределах рабочей зоны; управление оборудованием; перемещение отдельных механизмов оборудования; перестановку рабочего инструмента, если это повторяется с каждой единицей продукции; контроль за качеством изготовляемой продукции; передвижения (переходы) рабочего, необходимые для выполнения операций, и другие аналогичные работы.
Время обслуживания рабочего места (Т ОБС ) . Это время, затрачиваемое рабочим на уход за рабочим местом и поддержание его в состоянии, обеспечивающем производительную работу в течение смены. В машинных и автоматизированных производственных процессах это время подразделяется на время технического обслуживания и время организационного обслуживания.
Время технического обслуживания (Т ТЕХ ). Это время, затрачиваемое на уход за рабочим местом, оборудованием и инструментом, необходимым для выполнения конкретного задания. К нему относятся затраты времени на заточку и замену изношенного инструмента, регулировку и подналадку оборудования в процессе работы, уборку отходов производства, осмотр, опробование, чистку, мойку, смазку оборудования и др.
Время организационного обслуживания (Т ОРГ ). Это время, затрачиваемое рабочим на поддержание рабочего места в рабочем состоянии в течение смены. Оно не зависит от особенностей конкретной операции и включает затраты времени на прием и сдачу смены; раскладку в начале и уборку в конце смены инструмента, документации и других необходимых для работы материалов и предметов; перемещение в пределах рабочего места тары с заготовками или готовыми изделиями и др.
Время, затрачиваемое рабочим на наблюдение за работой оборудования . В механизированном и автоматизированном производствах это время имеет значительный удельный вес. Оно может быть активным и пассивным.
Время активного наблюдения за работой оборудования (Т АН ). Это время, в течение которого рабочий внимательно следит за работой оборудования, ходом технологического процесса, соблюдением заданных параметров, чтобы обеспечить необходимое качество продукции и исправность оборудования. В течение этого времени рабочий не выполняет физической работы, но присутствие его на рабочем месте необходимо.
Время пассивного наблюдения за работой оборудования (Т ПН ). Это время, в течение которого нет необходимости в постоянном наблюдении за работой оборудования или технологическим процессом, но рабочий осуществляет его из-за отсутствия другой работы. Время пассивного наблюдения за работой оборудования должно быть предметом особо внимательного изучения, так как его сокращение или использование для выполнения другой необходимой работы является существенным резервом повышения производительности труда.
Время работы, не предусмотренное производственным заданием (Т НЗ ) . Это время, затрачиваемое работником на выполнение случайной и непроизводительной работы. Оно подразделяется так.
Время выполнения случайной работы (Т СР ). Это время, затраченное на выполнение работы, не предусмотренной производственным заданием, но вызванное производственной необходимостью (например, транспортировка готовой продукции, выполняемая вместо вспомогательного рабочего).
Время выполнения непроизводительной работы (Т НР ). Это время, затрачиваемое на выполнение работы, не предусмотренной производственным заданием и не вызванное производственной необходимостью (например, время исправления производственного брака).
Выполнение случайных и непроизводительных работ не обеспечивает прироста продукции или улучшения ее качества и не включается в норму штучного времени. Эти затраты должны стать предметом особого внимания, так как их сокращение является резервом повышения производительности труда.
Время перерывов в работе подразделяется следующим образом.
Время регламентированных перерывов в работе . Включает время перерывов в работе, обусловленных технологией и организацией производственного процесса (Т ПТ ), например, перерыв в работе машиниста крана во время строповки рабочими поднимаемого груза. К этой категории относится такжевремя на отдых и личные надобности исполнителя работ (Т ОТД ).
Время нерегламентированных перерывов в работе . Это время перерывов в работе, вызванных нарушением нормального течения производственного процесса. Оно включает время перерывов, вызванных недостатками в организации производства (Т ПНТ ): несвоевременной подачей на рабочее место материалов, сырья, неисправностью оборудования, перебоями в подаче электроэнергии и т.д., и время перерывов в работе, вызванных нарушением трудовой дисциплины (Т ПНД ): опоздание на работу, отлучки с рабочего места, преждевременный уход с работы и т.д.
При анализе затрат рабочего времени с целью выявления и последующего устранения потерь рабочего времени и их причин все рабочее время исполнителя подразделяется на производительные затраты и потери рабочего времени. Первая группа включает время работы по выполнению производственного задания и время регламентированных перерывов. Эти затраты являются объектом нормирования и входят в структуру нормы времени. К потерям рабочего времени относятся время выполнения непроизводительной работы и время нерегламентированных перерывов. Эти затраты являются объектом анализа с целью их устранения или максимального снижения.
Нормирование труда – это вид деятельности по управлению производством, направленный на установление необходимых затрат и результатов труда, а также необходимых соотношений между численностью работников разных групп и количеством единиц оборудования.
Нормы труда должны соответствовать наиболее эффективному использованию трудовых и материальных ресурсов предприятия. В общем виде нормирование труда сводится к определению необходимых затрат времени на выполнение той или иной работы. Нормирование часто называют «изучением затрат времени и методов работы». Поэтому уделяется внимание измерению затрат времени; изучению трудовых движений.
Отметим, что все затраты рабочего времени делятся на время работы и время перерывов. Рассмотрим вначале состав затрат времени работы.
Время работы состоит из времени выполнения задания и времени работы, не обусловленного выполнением производственного задания (непроизводительные затраты времени, выполнение несвойственных данному работнику работ и т.п.).
Время на выполнение задания делится на подготовительно-заключительное, оперативное и время обслуживания рабочего места.
Подготовительно-заключительное время (Т пз) связано с подготовкой к выполнению задания и действиями по его окончанию. Оно включает:
1) получение наряда на работу, получение инструмента, приспособлений, технологической документации, материалов, заготовок;
2) ознакомление с работой, технологической документацией, чертежами;
3) прохождение инструктажа о порядке выполнения работы;
4) установка приспособлений, инструмента, наладка и подналадка оборудования, заточка и правка инструмента в начале работы;
5) сдача остатков материалов и заготовок, инструмента, приспособлений, технологической документации и наряда;
6) сдача выполненной работы контролеру.
Оперативное время (Т оп) – время, связанное с изменениями формы и свойств предмета труда, оно подразделяется на основное (технологическое) и вспомогательное
Основное время (Т о) непосредственно затрачивается на изменение формы или свойств предмета труда, его размера, состава, форма, а также положения в пространстве.
Вспомогательное (Т в) – на действия, обеспечивающие выполнение основной работы. Это время, затраченное на установку, крепление, выверку деталей, загрузку сырья, съем готовой продукции; управление оборудованием и изменение режимов его работы, перемещение изделий на рабочем месте. Здесь имеют место циклически повторяющиеся работы, т.е. повторяемость работ.
Основное время можно подразделить на следующие виды рабочего времени (в зависимости от его затрат):
а) время ручной работы – это время работы, выполняемой в основное время вручную, без применения машин и механизмов. Например, разрезание ножовкой, пробивка отверстий в бетонных и железобетонных конструкциях, уплотнение бетона ручными вибраторами, затирка поверхностей и нанесение на поверхности штукатурного раствора;
б) машинно-ручное время – время работы, выполняемой в основное время вручную при помощи машин. Например, сварочные работы, крепление конструкций и деталей с применением монтажного пистолета;
в) время активного наблюдения – время (машинное), в течение которого рабочий следит за работой машины, ходом технологического процесса, чтобы обеспечить выполнение необходимого количества работы и исправность оборудования. Например, электросварка на автоматических машинах;
г) время пассивного наблюдения – время (машинное), в течение которого рабочему нет необходимости постоянно наблюдать за работой оборудования или технологическим процессом, однако, он следит за всем процессом ввиду отсутствия другой работы, предусмотренной технологией и организацией производства.
Время обслуживания рабочего места (Т об) – это время технического и организационного обслуживания рабочего места, обеспечивающего работу без потерь. Оно включает:
Время технического обслуживания рабочего места. Например, замена износившегося инструмента, заточка и подзаточка инструмента, подналадка оборудования в процессе его работы;
Время организационного обслуживания рабочего места, т.е. время, затраченное на поддержание рабочего места в рабочем состоянии и выполнение таких работ, как прием и сдача смены, раскладка и уборка инструмента, документации, уборка отходов.
Работы, не предусмотренные выполнением производственного з адания (Т нз) – это разовые (случайные) работы, нехарактерные для данного рабочего места, а также непроизводительные затраты рабочего времени. Они также включаются в состав времени работы.
Непроизводительные затраты рабочего времени – это время, затраченное на:
Изготовление забракованной продукции, исправление брака, снятие излишних припусков;
Работы, выполняемые с отклонением от установленной технологии;
Время, затрачиваемое на хождение за нарядом, чертежом, материалами, за мастером, наладчиком, контролером, за подсобными рабочими;
Разыскивание и доставка инструмента и приспособление, заготовок и материалов.
Рассмотрим, из чего складывается время перерывов.
Все перерывы можно разделить на 2 группы:
1) регламентированные перерывы;
2) нерегламентированные перерывы.
Регламентированные перерывы (Т пр) включают два вида перерывов:
а) время перерывов на отдых и личные надобности (Т отл). Например, перерывы в течение смены для отдыха в целях поддержания нормальной работоспособности и предупреждения утомляемости; время, затрачиваемое рабочим на личную гигиену (умывание, удаление пота, пыли с лица и рук);
б) перерывы, обусловленные технологией и организацией производственного процесса (Т пт) – это перерывы в работе, вызываемые различием установленных тактов сопряженного оборудования или выполнением работ по обслуживанию рабочего места в соответствии с графиком (перерывы по организационно-техническим причинам).
Нерегламентированные перерывы (Т пн) включают:
1) перерывы из-за нарушения производственного процесса – это время перерывов по организационно-техническим причинам. Например, ожидание наладки и наладка, неисправность оборудования и устранение неисправности; отсутствие заготовок, деталей, материалов на рабочем месте; отсутствие электроэнергии, пара, газа, воды; отсутствие инструмента, оснастки; ожидание крана, электрокара;
2) перерывы, зависящие от исполнителя, которые в свою очередь делятся на два вида:
Перерывы, вызванные нарушением трудовой дисциплины. Например, опоздание на работу, самовольные отлучки с рабочего места, преждевременный уход с работы и т.п.;
Перерывы по уважительным причинам. Например, отлучка исполнителя с разрешения администрации, внезапное заболевание, травма, посещение медпункта, обучение ученика и т.п.
В состав научно обоснованной нормы времени (Н вр) включаются пять основных элементов:
1) подготовительно-заключительное время (Т пз);
2) основное (технологическое) время (Т о);
3) вспомогательное (технологическое) время (Т в);
4) время обслуживания рабочего места (Т об);
5) время регламентированных перерывов на отдых и личные надобности (Т отл).
Это находит отражение в следующей формуле:
Н вр = Т пз + Т о + Т в + Т об + Т отл.
В нормировании труда используются: нормы времени, нормы выработки, нормы времени обслуживания и нормы численности.
Нормы времени – время, необходимое для выполнения единицы работы (изготовления продукции) одним рабочим (бригадой) при определенных организационно-технических условиях. Норма времени состоит из штучного времени и подготовительно-заключительного времени.
Норма выработки – количество единиц работы (изделий) которое должно быть выполнено в единицу времени (час, смену, месяц) одним рабочим или группой рабочих. Следовательно, норма выработки – величина, обратная норме времени.
Норма обслуживания – количество единиц оборудования, производственных площадей, установленное для обслуживания одним рабочим или группой рабочих. Норма обслуживания применяется при нормировании труда вспомогательных рабочих.
Норма численности – это установленная численность работников определенного профессионально-квалификационного состава, необходимая для выполнения конкретных производственных, управленческих функций или объемов работ. Она определяет численность работников, необходимую для выполнения определенного объема работы.
По нормам численности определяются затраты труда по профессиям, специальностям, группам или видам работ, отдельным функциям, в целом по предприятию или его подразделениям.
Норма управляемости определяет количество работников, которое должно быть непосредственно подчинено одному руководителю.
Нормированное задание определяет необходимый ассортимент и объем работ, которые должны быть выполнены одним работником или бригадой за данный отрезок времени (смену, сутки, месяц). Может устанавливаться в натуральных единицах, нормо-часах, нормо-рублях.
Методы нормирования труда:
1) аналитические. Анализ конкретного трудового процесса, разделение его на элементы, проектирование рациональных режимов работы оборудования, организации труда и необходимых затрат времени по элементам трудового процесса, установление норм на операции;
2) суммарные. На основе либо опыта нормировщика (опытный метод), либо статистических данных о выполнении аналогичных работ (статистический метод).
Методы изучения затрат рабочего времени делятся на два вида:
1. Метод непосредственных замеров (МНЗ), реализуется через такие его виды, как фотография рабочего времени, хронометраж и киносъемка. Хронометраж позволяет установить, что выполняются только необходимые действия.
2. Метод моментных наблюдений (ММН), основан на положениях математической статистики и применяется для определения удельного веса повторяющихся элементов работы или перерывов.
Технология:
- этап. Дети получают задание на неделю – вести хронометраж времени: отмечать в дневниках, сколько времени уходит на подготовку домашней работы по каждому предмету.
- этап. В конце недели проводится практическая лабораторная работа, цель которой, правильно произвести расчеты: сколько времени уходит на подготовку каждого предмета в целом в течение недели и определить их среднее арифметическое, а затем все данные внести в таблицу. По данным таблицы составить в тетрадях столбчатую и круговую диаграммы черно-белые. Сделать вывод: как правильно и рационально распределять свое время на выполнение домашних заданий.
- этап. Заполнить оценочный лист, который в конце занятия сдается учителю.
- этап. Ученики получают домашнее задание: продолжить работу в тетрадях, построить диаграмму в цвете (ассоциация каждого предмета с соответствующим цветом) и составить мини – экспромт (сочинение или стихотворение).
- этап. На интегрированном уроке математики и информатики создаются индивидуальные столбчатые и круговые диаграммы. Лучшие экспромты зачитываются и сохраняются в «Портфолио».
Вывод: данная диагностика хороша тем, что не требует специального внеурочного времени; ее удобно использовать один - два раза в году в 5 - 6 классах при изучении следующих тем: столбчатые и круговые диаграммы, среднее арифметическое, проценты; в 7 – 8 классах – задачи на проценты. Результаты данной работы можно использовать как для бесед на классных часах, так и на родительских собраниях. Они заставляют задумываться не только учеников и их родителей о рационализации труда, но также и педагогов – объем домашнего задания, соответствует ли он санитарно – гигиеническим требованиям, отношение учащихся к предмету, комфортности на конкретном уроке.
Практическая работа
Тип урока: интегрированный урок.
Цели работы:
- научиться строить столбчатые и круговые диаграммы;
- рассчитывать и отмечать процентный состав каждого предмета на диаграмме;
- изучить, что такое среднее арифметическое и использовать его при расчетах;
- сделать вывод как правильно и рационально распределять свое время на выполнение домашних заданий.
Форма работы: индивидуальная, задания по предварительно проведенной работе в дневниках в течение недели; работа с экспертом.
Оборудование: карточки с заданиями, дневники, циркули, линейки, цветные карандаши и ручки.
Межпредметные связи: география, история, связь с жизнью города, района, региона.
Творческое задание: сочинить стихи, написать рассказ по проведенной работе.
Ход работы
- Просчитать время, затраченное на подготовку по каждому предмету отдельно и занести их в таблицу.
- Найти среднее арифметическое этого времени: «Сложить время по дням для всех предметов и разделить на количество дней».
- Просчитать сколько градусов будет составлять «время» на каждый предмет.
- Сколько процентов составляет каждый предмет.
- Составить круговую диаграмму c R (радиус), равным 5см и отметить все предметы на ней, указав процентное содержание.
- Составить столбчатую диаграмму черно-белую.
- Данные использовать для составления столбчатой и круговой диаграмм на компьютере.
- Заполнить оценочный лист и сдать учителю.
Домашнее задание:
- Каждый предмет закрасить определенным цветом, по степени приоритетности.
- Сделать вывод о проделанной работе: Что дала эта работа? О чем заставила задуматься? Полезна ли такая работа?
- Написать мини – экспромт (сочинение или стихотворение) по данной проведенной работе.
Оценочный лист практической лабораторной работы
Тема: «Распределение времени на выполнение домашнего задания»
Ученика (цы) 6_____класса Ф.И.________________________
Дата выполнения:___________
| Задания | |||||
| Предварительная работа с дневником | Выполнение практических заданий | Построение диаграммы и цветовой фон | Творческое задание | Итоговая оценка | |
| Самооценка | |||||
| Оценка экспертов | |||||
| Оценка учителя | |||||
| Итоговая оценка | |||||
Эксперт: ____________________________
Подпись учителя_____________________
Диаграмма: «Распределение времени на выполнение домашнего задания»
Экспромт ученика 6 класса
| 1. «Сел писать уроки я Нету вдохновения. Почитать бы КНЯ А не граждановеденье. |
3. С биологией – ого! Пришлось потрудиться. Надо знать этот предмет В жизни пригодится |
5. Пушкин, Лермонтов, Толстой Жанр - стихотворенье. Литература – будь простой! Как пирожок с вареньем. |
|
| 2. Математика моя Для меня не мука. Три задачи и пример- Прекрасная наука. |
4. English время все мое Свободное занимает. Кто родился в Англии Тот все понимает |
6. Много времени он занимает. И читать, и писать я привык. Все же лучше его не бывает Замечательный русский язык! |
|
| 7. Историю средних веков я люблю Про историю ночью я песни пою. |
А встану поутру не помню совсем, Кто напал? На кого? И закончилось чем?» Астанин Иван, 6 б |
||
Диаграмма: «Приоритетность предметов»

Выводы и предложения:
- Данная диагностика хороша тем, что не требует специального внеурочного времени.
- Практическое применение среднего арифметического, столбчатых и круговых диаграмм, задач на проценты.
- Результаты данной работы можно использовать для бесед:
- на классных часах и на родительских собраниях по «Здоровье сберегающей» теме «Умелая организация труда и правильное распределение времени»;
- с педагогами по объему материала для домашнего задания, его соответствие санитарно– гигиеническим требованиям, отношение учащихся к предмету, комфортности ребенка на уроках.
- Результаты данной работы можно сохранять в «Портфолио».
Результаты данной работы всегда интересны и полезны всем: ученикам и родителям, учителям предметникам, классным руководителям и служат руководством к действию для классных руководителя, учителей-предметников и родителей.
Норма выработки. Техническая норма времени. Вспомогательное время. Основное (технологическое) время.
Техническое нормирование устанавливает норму времени, т. е. время, потребное для выполнения заданной операции в определенных производственных условиях.
По норме времени на операцию подсчитывают затраты времени на всю программу выпуска деталей, определяют необходимое число рабочих, станков, количество электроэнергии, устанавливают потребности в шлифовальных кругах и т. д.
В соответствии с нормами времени составляется производственный план участка, цеха, завода в целом. В зависимости от затрат времени производится оплата труда рабочих. Время, затрачиваемое на операцию, характеризует производительность труда. Чем меньше времени тратится на одну операцию, тем больше деталей будет обработано за час или смену, т. е. тем выше производительность труда.
Под нормой выработки понимают то количество операций (объем работы), которое может выполнять рабочий в единицу времени (в смену, в час). Зная продолжительность смены (420 мин, при 7-часовом рабочем дне или 480 мин, при 8-часовом рабочем дне) и норму времени на одну операцию (Т), определяют норму выработки (420: Т или 480: Т).
Норма времени не является постоянной величиной, так как с повышением производительности труда норма времени снижается и увеличивается норма выработки.
При определении нормы предусматривается наилучшая организация труда и обслуживания рабочего места, т. е. в норму не должны входить потери времени из-за организационных неполадок по обслуживанию рабочего места.
Квалификация рабочего должна соответствовать выполняемой работе; станочник не должен выполнять таких работ, которые обязаны производить вспомогательные рабочие.
В норму не должны входить также потери времени на исправление брака или изготовление деталей, взамен забракованных.
При расчете нормы времени должны учитываться действительные режимы резания по данной операции, нормальные припуски на обработку, применение определенного инструмента и приспособления.
Техническая норма времени на операцию состоит из двух основных частей: нормы штучного времени и нормы подготовительно-заключительного времени.
Под нормой штучного времени понимают время, затрачиваемое на обработку детали на станке.
Под нормой подготовительно-заключительного времени понимают время, которое затрачивается на ознакомление с чертежом или операционным эскизом и технологическим процессом выполнения операции, на наладку станка, установку и снятие инструментов (шлифовальных кругов) и приспособлений, а также на выполнение всех приемов, связанных с окончанием заданной работы- сдачу готовой продукции контролеру, сдачу инструмента в инструментальную кладовую и т. д.
Подготовительно-заключительное время затрачивается один раз для всей партии одновременно обрабатываемых деталей. В массовом производстве на станках выполняются одни и те же операции. Поэтому рабочий не должен менять приспособление, инструменты, знакомиться с чертежами и технологическими картами на изготовление детали многократно. Он это делает один раз перед выполнением данной операции.
Следовательно, в массовом производстве подготовительно-заключительное время в состав технической нормы не включается. Время обработки партии деталей в серийном производстве определяют по формуле
Т парт =Т шт n +Т пз,
где Т парт - норма времени на партию, мин; Т шт - штучное время, мин;
n - число деталей в партии, шт.; Т пз - подготовительно-заключительное время, мин. Из этой формулы можно определить время на изготовление одной детали, если разделить правую и левую части на число деталей в партии
где Т штк - норма штучно-калькуляционного времени, т. е. времени на операцию с учетом подготовительно-заключительного времени. Значение Т пз можно взять в справочниках нормировщика.
Из формулы видно, что чем большая партия деталей обрабатывается на станке, тем дробь меньше и, следовательно, меньше Т штк.
В норму штучного времени входят следующие величины:
Т шт =Т о +Т в +Т обсл + Т от,
где Т о - основное (технологическое) время, мин; Т в - вспомогательное время, мин; Т обсл - время обслуживания рабочего места, мин; Т от - время перерывов на отдых и естественные надобности, мин.
Основным (технологическим) временем Т о называют такое время, в течение которого изменяются форма и размеры обрабатываемой детали. Основное время может быть:
а) машинным, если изменение формы и размеров производится на станке без непосредственного физического воздействия рабочего, например шлифование на станке с автоматической подачей шлифовальной бабки;
б) машинно-ручным, если изменение формы и размеров производится на оборудовании при непосредственном участии рабочего, например шлифование на станке с ручной подачей шлифовальной бабки;
в) ручным, если изменение формы и размеров детали производится вручную рабочим, например слесарные работы- шабрение, опиливание поверхности и т. д.
Основное машинное время при шлифовании по методу многократных проходов высчитывается по формуле
Основное машинное время при шлифовании по методу врезания определяется по формуле
В этих формулах приняты следующие обозначения: l - длина хода рабочего стола при шлифовании данной детали, мм; q - припуск на сторону, мм; n - число оборотов детали в минуту; s пр - продольная подача на один оборот детали, мм/об; s пп - поперечная подача на один ход стола (глубина резания), мм/ход или мм/мин, при врезном шлифовании;
К - коэффициент, учитывающий время на вывод искры, принимается от 1,1 до 1,5. Длина рабочего хода l при шлифовании с продольной подачей определяется по формуле l=l д -(1-2m)*B, где l д - длина поверхности шлифования в направлении продольной подачи, мм; m - перебег круга за пределы шлифуемой поверхности в долях высоты круга; B - высота круга, мм. Если необходимо определить число двойных ходов стола в мин n дх, то необходимо найти минутную продольную подачу и длину рабочего хода, а затем воспользоваться формулой

где s пр - продольная подача за один оборот детали; n д - число оборотов детали. В свою очередь между оборотной подачей s пр мм/об и подачей в долях высоты круга s д за один оборот детали имеется зависимость s пр =s д B.
Подставляя указанные величины в формулу, для s м получим:
s м =s пр *n д =s д *B*n д мм/мин.
При определении числа оборотов детали, когда известны ее диаметр и скорость вращения, пользуются формулой
где v д - скорость вращения детали, м/мин;
d д - диаметр детали, мм.
Вспомогательным временем Т в называется время, затрачиваемое на различные приемы, применяемые при выполнении основной работы и повторяющиеся с каждой обрабатываемой деталью, т. е. на подачу заготовки к станку, на установку, выверку и зажим заготовки, разжим и снятие детали, управление станком, контрольные промеры детали.
Вспомогательное время определяется путем хронометража. Имеются справочники, в которых указано вспомогательное время для различных случаев обработки деталей.
По данным экспериментального научно-исследовательского института металлорежущих станков (ЭНИМС) вспомогательное время распределяется примерно так:
На подачу заготовок к станку 5-10%
На установку, закрепление, раскрепление и снятие детали 15-25%
На управление станком, в том числе на ручной подвод (отвод) шлифовальной бабки 35-50%
На измерение детали на станке 20-40%
Вспомогательное время следует уменьшать за счет применения быстродействующих приспособлений, механизации и автоматизации контроля и управления станком. Чем меньше вспомогательное время, тем лучше будет использован станок.
Время обслуживания рабочего места Т обсл - это время, которое затрачивает рабочий на уход за рабочим местом на протяжении всей смены. Оно включает в себя время на смену инструмента (шлифовального круга), которое составляет по данным ЭНИМСа 5-7% от общей суммы затрат времени на регулирование и подналадку станка в процессе работы, на правку шлифовального круга алмазом или алмазозаменителями, составляющее 5-10% от общей суммы затрат рабочего времени, на удаление стружки в процессе работы, на раскладку и уборку режущего и вспомогательного инструмента в начале и в конце смены, на смазку и чистку станка.
Для уменьшения времени на обслуживание существенное значение имеет сокращение времени на правку, достигаемое применением алмазных оправок, карандашей, пластин, роликов, дисков, автоматических устройств для подачи команд на правку и автоматизацию правки (автоподналадчики).
Время на отдых и перерывы в работе на естественные надобности определяется на всю смену. Время на обслуживание рабочего места и на естественные надобности устанавливается в процентном отношении к оперативному времени, т. е. к сумме Т о +Т в.
На основании изучения опыта работы шлифовщиков установлено, что на основное время расходуется от 30 до 75% всего рабочего времени. Остальное составляют вспомогательное время, время на обслуживание рабочего места, естественные надобности и подготовительно-заключительное время.
При уменьшении Т в, Т обсл, Т от, Т пз уменьшается Т шт и Т штк, увеличивается производительность труда.
Подсчитав все составляющие нормы времени Т о, Т в, Т обсл, Т от, Т пз и зная партию одновременно обрабатываемых деталей, определяют Т штк.
Зная Т штк и количество часов работ в смену, можно установить норму выработки в смену:

где 480 - число минут в смене при 8-часовом рабочем дне.
Из этих формул видно, что чем меньше норма времени Т штк, тем больше выработка в час и смену. При хорошо налаженной работе рабочие выполняют и перевыполняют нормы выработки, что приводит к выполнению и перевыполнению производственного плана и к повышению производительности труда.
Кроме расчетно-технической нормы времени, в единичном производстве пользуются опытно-статистическими нормами времени. Такие нормы получают в результате математической обработки фактических затрат времени на выполнение всей операции. Эти нормы времени не учитывают всех возможностей увеличения производительности труда, а потому пользоваться ими не рекомендуется.
Время выполнения непроизводительной работы (Тнр) - это время, затрачиваемое на выполнение работы , не предусмотренной производственным заданием и не вызванное производствен-
При анализе затрат рабочего времени с целью выявления и последующего устранения потерь рабочего времени и их причин все рабочее время исполнителя подразделяется на производительные затраты и потери рабочего времени. Первая группа включает в себя время работы по выполнению производственного задания и время регламентированных перерывов. Эти затраты являются объектом нормирования и входят в структуру нормы времени . К потерям рабочего времени относится время выполнения непроизводительной работы и время нерегламентированных перерывов. Эти затраты являются объектом анализа с целью их устранения или максимального снижения.
Время выполнения непроизводительной работы 40 -------случайной работы 40
Ко времени работы, не предусмотренной выполнением производственного задания, относится время выполнения случайных работ и непроизводительной работы.
Хронометраж - это вид наблюдений, при помощи которого изучают оперативное время (основное и вспомогательное) часто повторяющихся элементов операций. Замеры времени проводят с точностью до 1 с. Основное назначение хронометража - исследование затрат времени на выполнение отдельных приемов ручной и машинно-ручной работы в целях разработки нормативов времени для проектирования нормы оперативного времени на операцию в целом. Время на подготовительно-заключительные, случайные и непроизводительные работы, а также простои хронометражем не изучают. Хронометраж обычно используют для проверки норм времени , установленных расчетным путем, для выяснения причин невыполнения норм отдельными рабочими или вахтами, а также для изучения методов работы передовиков и новаторов производства с целью их распространения.
В составе времени выполнения отдельной операции выделяют подготовительно-заключительное время (профилактика, перестройка оборудования), основное время (время выполнения производственной операции), вспомогательное время (отбор проб, контрольные замеры), время обслуживания оборудования (смазка, уборка), перерывы в работе. Перерывы дополнительно разделяют на регламентированный отдых, непроизводительные простои оборудования по организационным или технологическим причинам.
Время выполнения производственного задания обычно нормируется. Рабочее время , не обусловленное выполнением производственного задания, подразделяется на время непроизводительной работы и время случайной работы. Это время, как правило, не нормируется.
Время регламентированных Перерывов - время перерывов, которые неизбежны при выполнении заданной работы. Включает время организационно-технологических перерывов, перерывов на отдых и естественные надобности. Время организационно-технологических перерывов - время перерывов, обусловленных ходом технологического процесса и недостаточной синхронизацией операций . Время перерывов на отдых и естественные надобности - время перерывов на обед, производственную гимнастику , отдых и личные надобности. Все остальные перерывы считаются непроизводительными потерями и не нормируются. Не нормируются времени работы, перекрываемые основным временем (т. е. действиями, выполняемыми параллельно и не требующими дополнительного времени).
Постоянное совершенствование производственных процессов невозможно без подробного изучения, на что и в каком количестве затрачивается рабочее время . В течение рабочего дня оно расходуется не только на непосредственное осуществление основной цели производства - изготовление или перемещение продукта труда, но и на ряд работ, обусловленных подготовкой и окончанием выполнения производственного задания, обслуживанием рабочего места и т. д. В процессе работы у исполнителей возникают различные перерывы (простои), отвлечения на выполнение работ , не предусмотренных производственным заданием, по причинам, зависящим или не зависящим от самого исполнителя. С увеличением доли времени, используемой для выполнения основной работы, и уменьшением или полной ликвидации непроизводительных его затрат повышается производительность труда.
Ко времени работ, не предусмотренных производственным заданием, относится время, затраченное рабочим на выполнение случайных работ, вызванных производственной необходимостью, а также время, затраченное на выполнение непроизводительных (излишних) работ, т. е. работ, не дающих прироста продукции или улучшения ее качества, например, повторные проходы инст-
К ненормируемому рабочему времени относятся время, затраченное на выполнение случайной и непроизводительной работы (лишней и ошибочной), и нерегламентированные перерывы.
К непроизводительно затраченному рабочему времени относится и время выполнения работниками высокой квалификации низкоквалифицированных работ. В этом кроется большой резерв роста производительности труда.
При планировании и выполнении этих мероприятий необходимо учитывать специфические особенности газового хозяйства. Так, для многих профессий отсутствует постоянное рабочее место , работы поочередно выполняются на различных объектах одним или группой рабочих . При этом продукция не создается, а выполняются различного рода профилактические и ремонтные работы. В этих условиях производительность труда во многом зависит о г состояния организации труда. Правильная организация труда рабочих сводится к сокращению до минимума непроизводительного времени (время на получение задания, переходы и переезды к месту работы и обратно). Это достигается правильным выбором маршрутов обслуживания. Например, при обслуживании подземных газопроводов непроизводительное время значительно сокращается, если маршруты " начинаются и заканчиваются на службе, где собираются рабочие. При невозможности составления таких маршрутов необходимо так запланировать работу, чтобы обеспечить удобное сообщение и минимальное время на переезды.
Далее анализируется отклонение фактической трудоемкости от трудоемкости, принятой в плановой калькуляции , имеющее место в связи с отступлениями от нормальных технологических процессов выявляются причины перерасхода нормированного времени против принятого по технологическому процессу . Все доплаты за отклонения от нормальных условий работы (т. е. оплата операций, не предусмотренных технологическим процессом) являются непроизводительными расходами заработной платы , поскольку они вызваны, как правило, недостатками технической подготовки производства , материально-технического обеспечения и т. д. Дополнительные затраты рабочего времени, выявленные в процессе анализа, представляют собой резервы снижения трудоемкости. По материалам изучения других организационных недостатков, являющихся причинами отклонений фактической трудоемкости от технологической, должны разрабатываться мероприятия по их устранению. Дополнительная заработная плата обычно занимает небольшой удельный вес в общей себестоимости отдельных планово-учетных единиц . Она включает суммы, не связанные с выплатами за фактически отработанное время доплаты подросткам за сокращенный рабочий день оплату перерывов в работе матерей, кормящих грудью оплату женщинам, имеющим детей в возрасте до одного года, оплату отпусков оплату за выслугу лет оплату времени, затраченного на выполнение государственных обязанностей выплаты выходных пособий и т. д.
Наряду с положительным опытом ряда предприятий в постановлении отмечается, что на заводах отрасли работа, направленная на повышение роли мастеров, еще не отвечает современным требованиям. Перебои в снабжении участков материалами и инструментом, недостаточная помощь со стороны заводских служб, отсутствие хорошо оснащенных рабочих мест вынуждают мастеров непроизводительно тратить время и заниматься не свойственной им работой в ущерб выполнению своих прямых обязанностей. В процессе переподготовки мастера зачастую получают мало правовых знаний, а также навыков в организации труда и работы с людьми. Недооценивается значение воспитательной деятельности мастеров.
Группа бухгалтерии, осуществляющая учет затрат на производство, должна обеспечить полное и достоверное отражение фактических затрат , связанных с производством и реализацией продукции , выполнением работ и оказанием услуг, а также непроизводительных расходов и потерь и в ю же время контролировать использование сырья, материалов, топлива и энергии, фонда заработной платы , соблюдение установленных норм и смет расходов по обслуживанию производства и управлению, накладных расходов и др.
Подготобитеньно-замачительное бремя Оперативное бремя Время обслуживания рабочего места Время бь/полнения случайной работы Время выполнения непроизводительной работы
Затраты рабочего времени подразделяют на нормируемые и ненормируемые. К нормируемым относятся затраты рабочего времени производственного характера, связанные с выполнением технологических операций , и регламентированные перерывы, обусловленные технологическими особенностями, а также время на отдых и личные надобности исполнителя. К н е н о р -мируемым относятся затраты времени, вызванные случайной, непроизводительной работой по техническим или организационным причинам, выше предусмотренных нормами, а также вследствие нарушения трудовой дисциплины . Ненормируемые затраты времени в состав нормы не включают.
Финансовые результаты выполнения норм по зависящим рассчитывают в линейных предприятиях путем постатейной корректировки плановых расходов с
Енвд